欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


淮安腐蚀加工_网孔蚀刻
金属材料在产品中的应用具有很大的机械和化学性能。表面光泽度和纹理比塑料材料更受欢迎。他们一般都是高端产品常见的材料之一。

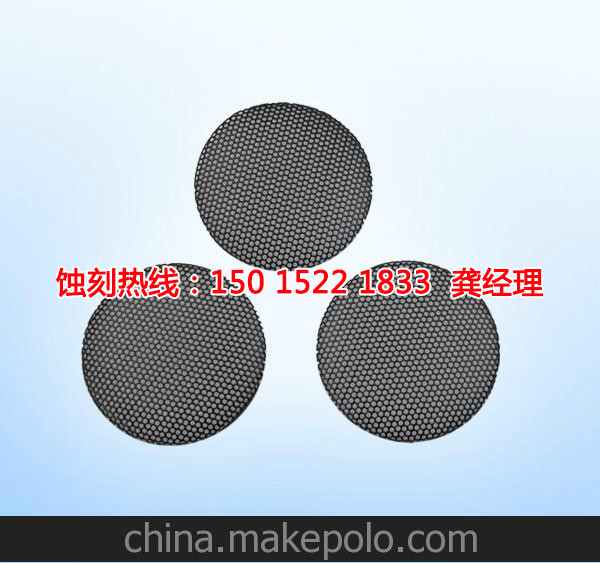
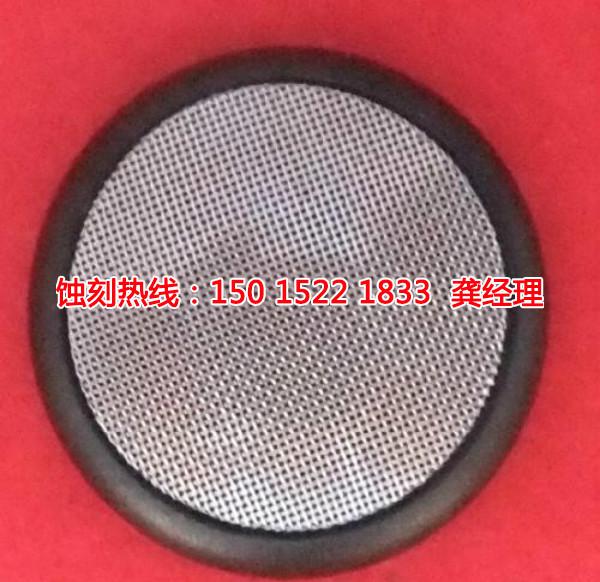
蚀刻被大量应用在制作电路板上的铜质线路,在一般产品的应用上则以金属片材的外观装饰为主。在电梯墙板或是大楼建材饰板上常常可以见到带有纹路的金属,就是以不锈钢板材蚀刻制作的。在一般的消费性产品上,则比较容易见到铝合金蚀刻的应用,铝板上的花纹或是文字 logo常常是蚀刻加工所制作。另外,蚀刻也常常用来制作各式金属网,例如:果菜机里的金属滤网、电子产品的喇叭出音网孔、或是模型玩家用来制作飞机船舰模型时的改装蚀刻片。

?本公司秉着“信誉、品质第一,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。材料厚度范围0.03-1.0mm,并且可以来料加工不锈钢。
生产三维热弯曲玻璃的主要经历以下过程:玻璃热弯曲,真空预热和预压高温和高压和其它过程。其中,热弯曲模具的选择和热弯曲工艺的操作是三维玻璃工艺的焦点。有三种主要类型的热弯曲模具:特征是,它是易于确保当玻璃的曲率与所述球形表面相一致时,玻璃不会过度弯曲,以及用于操作者的要求不是很高。的缺点是,所述模具的制造成本高,生产周期长。在热弯曲烧制过程中,模具吸收更多的热量,使温度上升缓慢。这是很容易导致在烧制过程蚀在玻璃表面的腐蚀。中空模具中的热弯曲和烧制过程吸收的热量少,而且玻璃的中间被弹簧在烧制过程中支撑,并且将有该产品的表面上没有点蚀。使用这种类型的模具,需要热弯更高的技术要求。
首先,使用50ml水(摩尔),中和和滴定每升氢氧化钠溶液上述混合酸溶液从1克测量所述混合酸溶液中的总酸当量至一次。总酸当量为15.422毫当量。然后,减去硝酸(2)和由式(1)中得到的磷酸的酸当量的总酸当量的上述总和找到乙酸的当量。乙酸的当量重量为15.422-(2.365 + 12.224)= 0.833(毫当量)。然后,乙酸浓度从乙酸的当量计算。乙酸的浓度为0.833(毫当量)。 X0.06005X 100 = 5.0? ?正确。这里,0.06005是1毫升氢氧化钠的相当于1摩尔/乙酸L中的量(g)。此外,在总酸当量测得的CV值为0.04·R
有些客户直接蚀刻钛板,这是不可能的。钛分为纯钛和钛黄金。一些客户蚀刻钛不锈钢或用它来蚀刻不锈钢后,它是昂贵和麻烦。我们有一种特殊的方法,以除去钛溶液,把钛片在它以确保它在一分钟内除去,那么它可以在蚀刻机进行蚀刻。
在蚀刻多层板内层这样的薄层压板时,板子容易卷绕在滚轮和传送轮上而造成废品。所以,蚀刻内层板的设备必须保证能平稳的,可靠地处理薄的层压板。许多设备制造商在蚀刻机上附加齿轮或滚轮来防止这类现象的发生。更好的方法是采用附加的左右摇摆的聚四氟乙烯涂包线作为薄层压板传送的支撑物。对于薄铜箔(例如1/2或1/4盎司)的蚀刻,必须保证不被擦伤或划伤。薄铜箔经不住像蚀刻1盎司铜箔时的机械上的弊端,有时较剧烈的振颤都有可能划伤铜箔。
“显影后”,喷涂材料的表面上蚀刻剂或它浸泡在材料。蚀刻剂将溶解比硬化保护层的其它材料,和其余的是所希望的零件形状。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。(1)平面刨刀:用于粗、精刨平面。(2)偏刀:用
蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度为0.1mm的材料的蚀刻精确度为+/-0.01毫米,厚度为0.5mm的材料的蚀刻精度为+/- 0.05毫米,和所使用的材料的蚀刻精度为1 / -0.1毫米。不锈钢蚀刻加工特性:1.低开模成本,蚀刻加工可以根据设计者的要求可以任意改变,并且成本低。 2.金属可实现,从而提高了公司的标志和品牌转型,实现半切割。 3.非常高的精度,精度最高可达到+/-0.01毫米,以满足不同产品的装配要求。 4.具有复杂形状的产品,也可以在不增加成本的蚀刻。 5.在没有毛刺和压力点,产品将不会发生变形,材料性质不会改变,并且该产品的功能不会受到影响。 6.厚和薄的材料可以以相同的方式,以满足不同的组装的部件的要求进行处理。 7.几乎所有的金属被蚀刻,并且有各种图案的设计没有限制。 8.各种金属部件的制造可以没有机械处理来完成。