欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


鄞州腐蚀加工_镍蚀刻
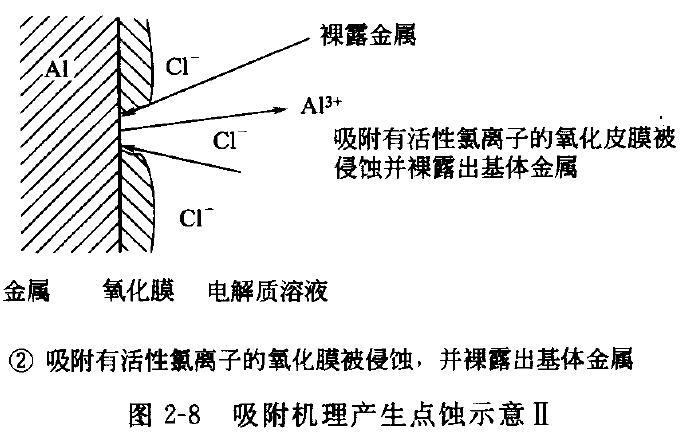
(1)蚀刻液中cl-浓度对蚀刻速度的影响:在酸性CuCl2蚀刻液中,cu2和cu+都是以络离子状态存在于蚀刻液中。铜由于具有不完伞的d-轨道电子壳,所以它足一个很好的络合物形成体。一般情况下,可形成四个配位键。当蚀刻液中含有大量的cl-时,cu2+是以四氯络铜([CuCl4]2)的形式存在.cu2足以三氯络铜([cucl3]2)的形式存牲。凶此蚀刻液的配制和再生都需要大量的cl参与反麻。同时cl浓度对蚀刻速度同样有直接关系,c1浓度高有利于各种铜络离子的形成,加速了蚀刻过程。
镜面处理;这种治疗可以在管芯上的前端的模具的侧去除颗粒,以实现镜面效果。当产品被冲压和拉伸,它可以有效地解决带出毛刺和灰尘和平滑产品的边缘的问题。它适用于冲压产品的更高的要求。我公司是目前在中国大陆镜刀的制造商。简单地说,金属蚀刻工艺是冲压工艺的延伸。冲压是模具的开口。但是,随着行业的发展,零部件的精度要求越来越高。冲压过程不能再解决和满足开发和生产的需要。此外,还有一个蚀刻工艺。金属蚀刻也被称为光化学蚀刻或光化学蚀刻。
现在出现在市场1所述的自动化学蚀刻机使用高压喷雾和蚀刻板的直线运动,以形成一个连续的和不间断的馈送状态腐蚀工件以提高生产效率; 2.?蚀刻和蚀刻所述金属板的均匀性比??蚀刻的有效区域中的改善的蚀刻效果,速度和操作者的环境和便利性方面更好; 3.经过反复实验,喷雾压力为1-2KG /厘米2。上待蚀刻的工件的剩余蚀刻污渍可以被有效地除去,从而使蚀刻速度在传统的蚀刻方法大大提高。由于蚀刻机液体可以再循环和使用,该产品可以大大减少蚀刻的成本和实现环保处理的要求。
侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。因为突沿容易断裂下来,在导线的两点之间形成电的桥接。

微弧氧化:通过电解质和对应的参数,铝,镁,钛和它们在所述表面上的合金的结合,碱金属氧化物的陶瓷薄膜层主要生长铝,镁,钛和由瞬时高温而它们的表面通过电弧放电产生的高电压合金。
关于功能,处理和高速复印机硒鼓特性。用于高速复印机硒鼓:经处理的产品的名称。具体产品的材质:SUS304不锈钢。材料厚度(公制)是0.15mm0.18mm0.20毫米0.25毫米。该产品的主要用途:高速
待蚀刻的金属,没有特别限制,但铝(A1),银,铜,或含有任意一种或多种这些金属作为主要成分的用Al或包含Al的合金的合金以及它们的合金是特别优选的。此外,主要成分在上述合金中的比例通常大于50? ?重量,优选大于80? ?正确。在另一方面,成分(其他成分)的量小的下限通常为0.1?重量。在蚀刻溶液中的磷酸的浓度通常大于0.1? ?重,优选大于0.5? ?重量,特别优选大于3? ?重量,通常小于20? ?重量,优选小于15? ?是重量特别优选小于12? ?重量,更优选小于8? ?重量?越高硝酸浓度,更快的蚀刻速度。然而,当硝酸的浓度过高,形成氧化膜的金属的表面上被蚀刻,并且蚀刻速度降低的倾向。在感光性树脂(光致抗蚀剂)的蚀刻的金属会变差,而边缘蚀刻将增加。因此,酸浓度优选从上述范围内选择。
公司成立至今,经过十年努力开拓,已经迅速的发展成拥有多条进口高精密蚀刻生产线和大批量超精密蚀刻生产线(最小公差可做到0.005mm,最细线宽0.03mm,最小开口0.03mm),员工200人,厂房面积约14000多平方米的大规模企业。先进的技术设备和管理机制, 完善的品质控制体系,快捷的服务团队,为高质量准交货期的产品提供了有利保障。
仅在后过程中每个步骤的详细描述将有在处理的可操作性和可管理性。在一个完整的和合理的处理流程中,所需要的材料,必要的设备,需要的操作符,和工件的输入被处理,以完成输入处理。然后,运营商使用他们的相应设备,原材料,工具等根据一系列在他们自己的过程要求加工活动,最后获得从设计图纸完成生产过程的处理所需要的合格的生产。产品。通过这一系列的活动,输出过程完成。合格的产品是通过完成导出过程中给公司带来的社会效益和经济效益得到。以上是该过程的内部部分。所谓结构,是指处理流程和各种处理之间的关联的所述组合物的两种方法的组合物之间的逻辑关系:“AND”和“OR”。这种关系是很容易理解谁研究电子阅读器。在这里,我们使用的电路形成示于图I-12。对于大多数的处理流程是基于一系列结构的,也有关于上游和下游之间的关系的选择题。在该处理流程的序列结构,它是根据该程序的执行的顺序进行,而在平行的关系,它是在一个多选方式进行。也有两个选项从这里选择:可选和条件。这要看情况具体分析,不能一概而论。例如,对于脱脂,常用的化学脱脂方法包括强碱性脱脂,弱碱性脱脂,弱酸脱脂,和弱酸脱脂。当有必要进行脱脂工件,有四个选项。如果工件的表面被轻微污染,这四种方法可以不管所使用的工件的腐蚀,但优选弱碱或酸的脱脂方法;如果工件的表面被严重污染,仅强碱或强酸的脱脂处理将不会受到影响。认为解决了工件的腐蚀。应当指出的是,也有脱脂和脱脂电油。对于污染严重或高要求的工件,化学除油和权力的结合通常被使用,并且结合使用实际上已经成为一个系列的关系。为了确保生产韩村的产品的过程中得到有效控制,这也将是一个重要的过程,也被称为反馈之间的反馈,以确保最稳定的产品质量和正常生产。在图中所示的处理的结构。 1至3。
不同的蚀刻介质也将导致在该层不同的蚀刻速率,且因此具有不同蚀刻的横截面。这不是为腐蚀铝合金,该层下的蚀刻速度比添加具有王水NaOH溶液的低,且横截面弧小于单独的NaOH。时间比率。在集成电路中使用的硅晶片,传统的酸蚀刻将弯曲的横截面。如果通过碱性蚀刻所获得的横截面为约倾斜的边缘55度。这两个例子都是精密化学蚀刻处理,这是非常重要的,因为它可以使相同的图形和文字蚀刻更深,或者可以实现更精细的图形和每单位面积的文本。对于后者,产品介绍:介绍的功能,处理,和IC引线框架的特征。正被处理的产品的名称:IC引线框架。 C5191-1 / 2H C194材料厚度(公制):具体的产品材料的材料0.08毫米,0.1mm时,0.15毫米,0.20毫米,0.25毫米主要用于本产品:IC引线框架是集成电路的蚀刻方法浸入每个金属部件的化学成分被蚀刻到蚀刻溶液。在室温下反应,或者用于加热的一定时间后,金属将被缓慢地通过蚀刻溶解,最后到达所希望的水平。所需的蚀刻深度使金属部件的表面具有三维效果显示装饰的字符或图案。蚀刻过程实际上是在化学溶液,这也是在腐蚀过程金属的自溶解。此溶解过程可以根据化学机制或电化学机构来进行,但由于金属的蚀刻溶液通常是酸,碱,和电解质溶液。因此,金属的化学蚀刻应根据电化学溶解机制来执行。
丙烯腈、丁二烯、苯乙烯三种单体的接枝共聚合产物,取它们英文名的第一个字母命名。它是一种强度高、韧性好、综合性能优良的树脂,用途广泛,常用作工程塑料。工业上多以聚丁二烯胶乳或苯乙烯含量低的丁苯橡胶为主链,与丙烯腈、苯乙烯两种单体的混合物接枝共聚合制得。实际上它往往是含丁二烯的接枝聚合物与丙烯腈-苯乙烯共聚物SAN或称 AS的混合物。近年来也有先用苯乙烯、丙烯腈两种单体共聚,然后再与接枝共聚的ABS树脂以不同比例混合,以制得适应不同用途的各种 ABS树脂。20世纪50年代中期已开始在美国工业化生产。