欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


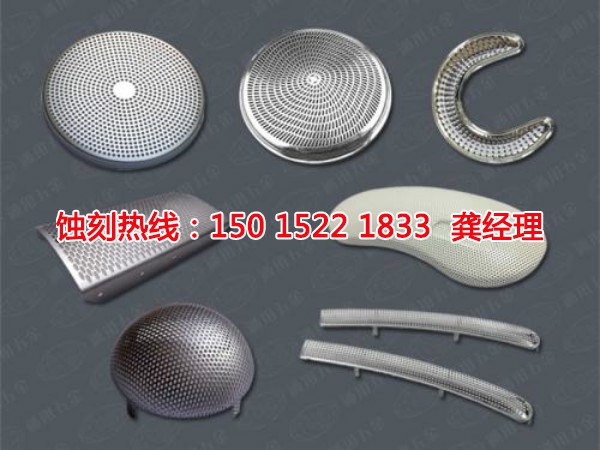
关于功能,处理和蚀刻精密零件的特性。正被处理的产品的名称:烟雾传感器防虫网。烟雾传感器防虫网主要用于消费者:SUS304H 301H不锈钢材料厚度(公制):特定产品材料材料厚度0.1毫米-0.5毫米本产品的主要目的关于功能,处理和涂覆夹具特性。正被处理的产品的名称:用于锁定螺钉表面晶体真空镀膜夹具。特定产品中的材料:SUS304H SUS301EH材料厚度(公制):0.03毫米0.5毫米本产品的主要目的:主要用于电子产品
材料厚度:材料厚度确定必须使用的工艺。蚀刻工艺可以解决为0.08mm,0.1M米,0.15毫米?0.2的直径? 0.3MM相关问题。的主要应用是:蚀刻过程。此过程可以有效地匹配用于解决在不锈钢小孔问题的材料的厚度。特别是对于一些小的孔,这是密集的,并且需要高耐受性,也有独特的治疗方法。是否已处理的不锈钢孔有洞,它们的直径和孔的均匀性都非常好。当这样的密集或稀疏针孔产品需要大量生产中,蚀刻工艺也能积极响应。当蚀刻过程解决了如何使小孔在不锈钢的问题,必要的链接需要由材料的厚度的限制。一般来说,在不锈钢打开小孔时,所使用的材料必须根据孔的大小决定。如果厚度大于0.1mm,最小孔必须是一个小孔和0.2mm的孔。

扩散通常是通过离子掺杂进行的,从而使??的材料的特定区域具有半导体特性或其它所需的物理和化学性质。薄膜沉积过程的主要功能是使材料的新层进行后续处理。现有的材料留在现有材料的表面上,以从先前的处理除去杂质或缺陷。形成在这些步骤连续重复的集成电路。整个制造过程被互锁。在任何步骤的任何问题可能导致对整个晶片不可逆转的损害。因此,对于每个过程对装备的要求是非常严格的。

在工艺设备的所有制造设备的投入比例,光刻机占所有制造设备的投入几乎25·F和蚀刻机占15·女的所有制造设备的输入。这也表明,在一定程度上,它的设备是更重要的。复杂,谁更重要。在这一点上,甚至中国本身微是不是因为我们的那么乐观。中卫尹志尧博士是一个曲线上这么高的帽子as'overtaking非常抗拒。尹志尧博士曾经说过,“不要总是提高了行业的发展到另一个层次,更别说让一些记者和媒体从事醒目的事实报告。夸大宣传,我和中卫让我们很被动。有时候,这是一个很大的头疼让我们拿出一个新的面貌。 “
侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
使用蚀刻金属:(1)去毛刺。冲压或不锈钢加工后,有端面或角部,这不仅影响产品的外观,而且还影响所使用的机器。如果使用机械抛光或手工去毛刺,不仅工作效率低,但它不能满足四舍五入设计要求。特殊化学抛光或电化学抛光液体被用来腐蚀毛边而不损坏表面光洁度,和甚至提高了表面光洁度。这是表面处理和加工的组合。
蚀刻链路:丝网印刷→千个干燥→在温水中浸渍2?3分钟→蚀刻图案文本→水洗→脱墨后处理链路:水洗→酸洗→水洗→电解抛光→水洗→垂死或电镀→水洗→洗热水→干燥并抛出软布(抛光)→喷雾透明漆→干燥→检查→成品。处理前的金属蚀刻的链接之前,每个处理步骤必须按照规定的过程完成。这是为了确保丝网印刷油墨和金属表面之间的良好粘合的关键过程。因此,有必要在蚀刻的表面上完全除去油和氧化金属。膜。脱脂应根据工件确定计划油条件,最好在屏幕前,除去油,以确保除油效果。除氧化膜,最好的蚀刻溶液应根据金属和薄膜厚度的类型,以确保表面清洁被选择。应该丝网印刷前应进行干燥。如果有湿气,它也将影响油墨的粘附性,并影响后续的图案蚀刻或甚至混叠,这影响的装饰效果的效果。
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。