欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


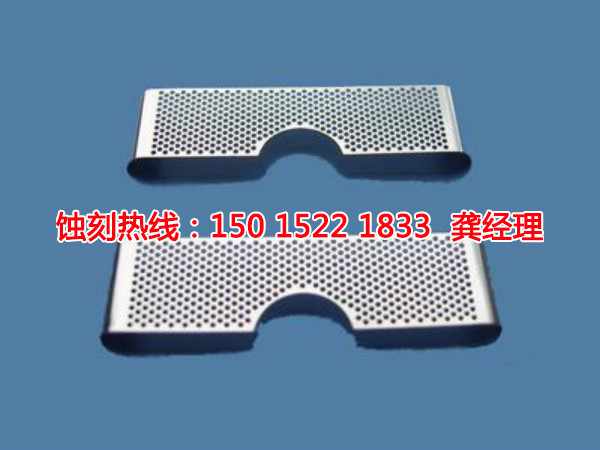
茶山蚀刻加工工艺
后金属蚀刻,无论是铜,铝,不锈钢,镍薄片和由材料制造商生产的其它金属材料,一些将与防锈油涂布在层的表面上,而一些将仅保护该表面层。表面能降低,并且在很短的时间的表面氧化。特别是铜的材料是比较容易氧化。如果不及时清洗,并及时恢复,前墨水的脱脂会严重影响油墨的附着力。

0.1毫米不锈钢是非常薄,在蚀刻期间容易变形。客户往往要求不仅有0.1mm的材料,同时也非常小的尺寸。在蚀刻行业,如果规模小,如10毫米-20毫米,它是只有大约相同的尺寸作为我们的手指的直径,这导致低效的膜去除。因此,更薄,更小的产品,但劳动力成本上升。
5.在焊接修复过程中,受热量影响的面积比较大,由于工件的可能原因(下垂,变形,咬边等)。特别是当它是很难把握的边缘,通常有焊接或堆焊了一个星期。

材料去除过程,必须具备以下条件:1,设备投资大(有些磨床的价值超过100万美元); 2.技术和经验丰富的技术工人; 3.宽敞的工作环境; 4.冷却1.润滑介质(油或液体); 5.废物处理,不污染环境; 6.昂贵的研磨轮。没有切割(使用镜工具)必须为轧制以下先决条件:1.必须在任何设备1.镜工具是约1300值得进行投资。 2.无需技能和经验丰富的技术工人。 3.宽敞的工作环境。 4.没有必要用于冷却和润滑介质(油或液体)的一个庞大的数字。 5.无环境污染废物处理。
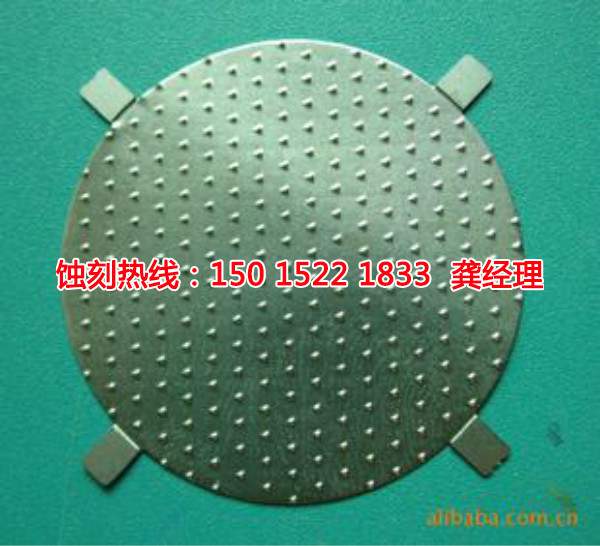
对于热粘接的功能,处理和产品特性。正被处理的产品的名称:热扩散焊接。材料的具体产品:SUS304不锈钢。材料厚度(公制):厚度的任何组合可叠加。化学蚀刻工艺是基于不同的材料和不同的蚀刻工艺的要求。酸性或碱性蚀刻溶液都可以使用。在蚀刻工艺期间,无论是深或浅的蚀刻,蚀刻切口基本相同,并且该层下的横向蚀刻和圆形的横截面形状可被测量。只有当蚀刻过程继续到从进入点移开时,形成为矩形的横截面,其成为产业的“直线边缘”。为了实现这一步,该材料需要具有用于使前侧突起是完全切断之后蚀刻的一段时间。它也可以从以下事实:用于精确切割的化学方法只能适用于薄金属材料看出。
切割和切割后,将不锈钢板将显示环境和操作过程中在金属表面上的指纹或其他污垢。如果表面润滑脂没有清理,后处理的缺陷率会大大增加。因此,片材的表面必须脱脂和油墨印刷/涂布之前进行清洗。