欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


东坑五金蚀刻厂家电话
国内半导体行业的发展趋势是非常迅速的,但它仍然需要时间来积累在许多领域。但好消息是,大多数国内的半导体产品也逐渐成为本地化。相反,盲目进口和以前一样,现在在5G领域中国的普及率和速度方面。甚至领先于欧美国家,第一批由5G网络所带来的发展机遇也将在中国展出。从半导体行业的角度来看,中国的增长的技术实力已经在全球提供的筹码与外国资本。

它可以得到,如果磷酸进行蚀刻和蚀刻溶液后干燥,它不蒸发,以除去硝酸和乙酸。蚀刻溶液包含金属离子和磷酸。磷酸,硝酸,和乙酸作为原料用于蚀刻具有高纯度的产品具有低于ppm的杂质含量的溶液。因此,它可以通过从液体含有蚀刻的金属和磷酸和离子交换树脂或高纯度磷酸蚀刻金属来获得。此外,如果被去除的金属也通过蚀刻回收,它可以用作各种原料。

这种类型的不锈钢是从不锈钢蚀刻过程中的不同,但总的过程如下:不锈钢侵蚀→脱脂→水洗→蚀刻→水洗→干燥→丝网印刷→数千干燥→在水中浸渍2? 3分钟→蚀刻图案文本→水洗→脱墨→水洗→酸洗→水洗→电解抛光→水洗→染色或电镀→清洗→热水洗→干燥度→软布投掷(光泽)灯→喷涂透明涂料→干燥→检验→包装废弃物。
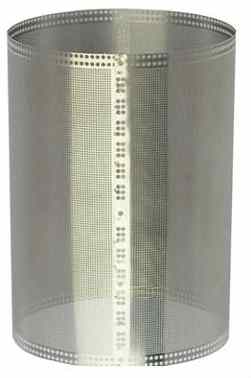
公司优秀的企业文化状态:专业蚀刻精密零件制造企业使命:致力于提供高端精密蚀刻金属零件和全面的解决方案,有利于核心要素和客户的产品竞争力。企业价值观:质量是生命,服务是灵魂。在半导体制造工业中,精细尺度图案蚀刻技术以形成集成电路器件结构中。在蚀刻过程中,湿蚀刻使用一些特定的化学试剂以部分分解膜用于蚀刻,并转换成可溶性化合物。水相达到蚀刻的目的。只是当氢氟酸被用作主要蚀刻溶液在硅晶片上选择性地蚀刻薄膜如,氟化铵用作缓冲以维持蚀刻速度,并与按比例氢氟酸混合。与此同时,被添加一些有机添加剂或添加剂以改善润湿性。表面活性剂。蚀刻完成后,将产生大量的蚀刻废液水。此废水含有氟硅酸,氟化铵和有机物质。如果不经处理直接排放,就会损害水环境,甚至危害地下水和饮用水源。进而影响人体健康。
热门搜索:家电,汽车用品,标牌,铭牌,打印机,电极夹,手机加固,过滤,防虫蚊帐,雾化表,底纹表,金属码盘,汽车喇叭网,VCM弹片垫片,无连接,点腐蚀定位片,引线框架,手机配件系列,面膜,汽车欢迎仓库踏板终端PIN脚蒸发覆盖栅格光学间隙口辊膜美容微针膜设备蚀刻LOGO刨床电阻膜FPC软板增强膜耳机净温度面板热消费散装金属面板仪表板联合委员会膜蚀刻设备,扬声器网
尹志尧一直在硅谷在美国多年,并已获得了超过60专利。他是在美国这样一个中国人。他早就想用的东西,他已经学会了推动中国科技的发展。虽然路回中国并没有那么顺利,最终,尹志尧带领30个多名精英回到中国发展5纳米刻蚀机的技术。
工艺设计:虽然大多数私人公司现在使用的模型和产品加工算术指令,他们不注重产品的加工工艺。或许从成本考虑,不可能雇佣制程工程师,以帮助该公司的老板完成它。对于这款产品,由于工艺工程师在实际生产过程中的工作性质,有必要去生产线的实际操作过程。工艺设计实际上是工艺设计。什么是工艺设计的目的是什么?如果你想蚀刻产品的图形,只是告诉操作者的处理量和需求,然后把它给不同的员工进行处理。想象一下,这是很难想象产品的加工质量的一致性。根据不同的工人,他们仍然使用它。产品质量的一致性,更重要的不是几个样本,以实现高品质的加工。产品质量的一致性不是由少数的技术工人或少数高级管理人员来实现的。它依赖于合理的工艺设计。当然,它不能从技术工人和高级管理人员分开。只有当与由有机批量生产制造的两个产品相结合,该产品质量保持高度一致。更高的产品质量要求和更大的输出需要更多的工艺设计。对于产品的小批量,您可以使用该卡在最流行的工艺操作指令的形式来记录最全面的过程。他们甚至不能被称为流程文件,但只使用说明书。工艺设计的基本要求是全球性和针对性很强的。运营商可以通过议事规则了解加工产品的局面。与此同时,该过程将根据产品的质量要求。有些读者可能会想,“我在工厂工作了很多年。我没有做工艺设计,我可以让产品更加苛刻。”有没有搞错?有此类型的许多工厂,尤其是一些民营企业,他们的工作指令进行编程。然而,这样的工厂依靠运营商的生产经验。作为一个企业的老板,他已经形成了对人们的过度依赖。如果操作员被替换,必须有一个适应的过程。同时,如果你真的想做出高品质的产品,一个设计可以保证其产品的质量和一致性必须是可用的。不仅在设计过程中,还运营商和现场技术人员需要随时跟踪设计过程在生产中的应用。如果他们觉得这是不适合在任何地方,他们必须通过测试,提高了时间,不断完善的过程。工艺设计的目的是使整个生产过程始终处于受控状态,而这种受控状态不会被替换操作来改变。它可以总结长期的生产经验和测试。新工艺和新方法记录在书面形式,并形成具有代表性的工艺,使生产企业能够继续更好。自公司成立,经过多年的努力和发展,现已拥有一批进口高精度腐蚀生产线和超精密腐蚀生产线(最小公差为0.005毫米,宽度为0.03毫米,最细的线条和最小开度为0.03 mm),并且已经发展成为一个大型企业。 。目前,我公司生产和销售蚀刻的晶片产品,一流的产品质量,诚信,周到的售后服务,这使得深深信赖和深受客户好评的公司。
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
(2)删除多余的大小。如不锈钢弹簧线,导线必须是φ0.80.84,实际线径为0.9。如何统一成品φ0.80.84,以及如何有效地除去在热处理过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,它们的直径和比例均匀地除去从0.06至0.1mm正比于线去除圆周。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
将金属浸泡或是喷洒适当的酸性溶剂可以使其腐蚀,若先使用耐酸性物质将局部金属遮蔽保护之後再浸泡酸性溶剂,则能够使金属表面仅产生局部的移除而得到我们所事先设计的图案,这就是一般蚀刻的作法。
1.知道如何应对突发事件。如果在生产过程中突然停电,药罐去除板应立即打开。为了避免过蚀刻,例如,使用一个传送带以阻挡板,立即关闭喷雾和开的药罐,然后取出该板。
扩散通常是通过离子掺杂进行的,从而使??的材料的特定区域具有半导体特性或其它所需的物理和化学性质。薄膜沉积过程的主要功能是使材料的新层进行后续处理。现有的材料留在现有材料的表面上,以从先前的处理除去杂质或缺陷。形成在这些步骤连续重复的集成电路。整个制造过程被互锁。在任何步骤的任何问题可能导致对整个晶片不可逆转的损害。因此,对于每个过程对装备的要求是非常严格的。