欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


东莞Logo蚀刻厂家电话
生产三维热弯曲玻璃的主要经历以下过程:玻璃热弯曲,真空预热和预压高温和高压和其它过程。其中,热弯曲模具的选择和热弯曲工艺的操作是三维玻璃工艺的焦点。有三种主要类型的热弯曲模具:特征是,它是易于确保当玻璃的曲率与所述球形表面相一致时,玻璃不会过度弯曲,以及用于操作者的要求不是很高。的缺点是,所述模具的制造成本高,生产周期长。在热弯曲烧制过程中,模具吸收更多的热量,使温度上升缓慢。这是很容易导致在烧制过程蚀在玻璃表面的腐蚀。中空模具中的热弯曲和烧制过程吸收的热量少,而且玻璃的中间被弹簧在烧制过程中支撑,并且将有该产品的表面上没有点蚀。使用这种类型的模具,需要热弯更高的技术要求。
3。增感和显影敏化(曝光)是在薄膜上喷涂感光油的产物。本产品的主要目的是允许该产品被暴露于在膜中的图案。在曝光(曝光),电影不应该特别注意的倾斜夹具,否则产品布局将偏斜,导致有缺陷的产品,而且电影也应定期检查,折叠现象不会发生,否则有缺陷的产品会出现。光曝光(曝光)后,下一步骤是进行:开发;发展的目的是开发一种化学溶液洗去未曝光区域和巩固形成在暴露的部分蚀刻的图案。开发后,检查者选择和检查,这是不可能发展或有破车产品。一个好的产品会进入下一道工序:密封油。
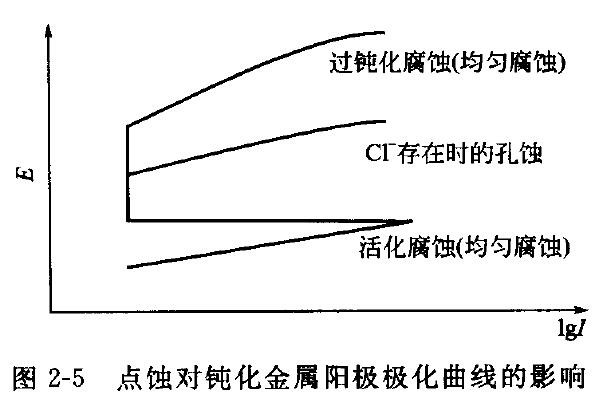
待蚀刻的金属,没有特别限制,但铝(A1),银,铜,或含有任意一种或多种这些金属作为主要成分的用Al或包含Al的合金的合金以及它们的合金是特别优选的。此外,主要成分在上述合金中的比例通常大于50? ?重量,优选大于80? ?正确。在另一方面,成分(其他成分)的量小的下限通常为0.1?重量。在蚀刻溶液中的磷酸的浓度通常大于0.1? ?重,优选大于0.5? ?重量,特别优选大于3? ?重量,通常小于20? ?重量,优选小于15? ?是重量特别优选小于12? ?重量,更优选小于8? ?重量?越高硝酸浓度,更快的蚀刻速度。然而,当硝酸的浓度过高,形成氧化膜的金属的表面上被蚀刻,并且蚀刻速度降低的倾向。在感光性树脂(光致抗蚀剂)的蚀刻的金属会变差,而边缘蚀刻将增加。因此,酸浓度优选从上述范围内选择。
这可以通过溶解铜,pH控制值,溶液浓度,温度和流动溶液的均匀性(喷雾系统喷嘴或喷嘴和摆动)来实现。整个板的表面的均匀性提高了蚀刻加工速度:所述基板与所述基板的表面的上部分和下部分上的蚀刻是通过在衬底的表面上的流速的均匀性来确定的均匀性。在蚀刻工艺期间,上板和下板的蚀刻速度通常是不一致的。一般地,下表面的蚀刻速度比所述上表面高。由于在上板的表面上的溶液的累积,所述蚀刻反应的进行减弱。上部和下部板的不均匀的蚀刻可以通过调节上和下喷嘴的喷射压力来解决。与蚀刻印刷电路板的一个常见问题是,它是难以蚀刻的所有的板表面在同一时间。所述电路板的边缘被蚀刻比基板的中心更快。它是使用喷淋系统,使喷嘴摆动的有效措施。进一步的改进可以通过在板的边缘处具有不同的中心和喷气压力,并间歇地蚀刻所述前边缘和所述板的后边缘,以实现在整个衬底表面上均匀的蚀刻来实现。

这种方法通常被用于蚀刻,这是美学上令人愉悦:激光蚀刻是无压,所以没有材料加工的痕迹;不仅有明显的压痕压力敏感标记,但是他们很容易脱落。在蚀刻过程中,蚀刻溶液组成的金属零件的各种化学组合物。在室温下或加热一段时间后,金属需要被蚀刻以达到所需的蚀刻深度和缓慢溶解,使得金属部分示出了表面上形成的装饰三维印象在其上的装饰字符或图案形成了。蚀刻过程实际上是一个化学溶液,即,在蚀刻工艺期间的自溶解金属。此溶解过程可以根据化学机制或电化学机制来进行,但金属蚀刻溶液通常是酸,碱,和电解质溶液。因此,金属的化学蚀刻应根据电化学溶解机制来执行。蚀刻材料:蚀刻材料可分为金属材料和非金属材料。
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都是比较昂贵的,一旦确定了的模具,如果想再次更改的话,就得需要再次开模,很容易造成模具的浪费以及减少生产的效率。
主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、
现在,含氟蚀刻气体是不可见的“刀”。它被广泛用于半导体或液晶的前端过程。它甚至可以刻出纳米尺度的沟槽和微米厚的薄膜。那么,什么是氟的蚀刻气体?他们如何工作?
镜面加工通常是在工件的表面粗糙度的表面上<最多达到0.8um说:镜面处理。用于获得反射镜的处理方法:材料去除方法,没有切割法(压延)。处理用于去除材料的方法:研磨,抛光,研磨,和电火花。非切削加工方法:轧制(使用镜工具),挤出。
引入功能,处理和蚀刻精密零件的特性。加工产品名称:锡球植入。材料在特定的产品:SUS304H 301EH不锈钢材料厚度(公制):厚度为0.1毫米0.6毫米本产品的主要目的:该产品的BGA焊球注入功能
的不锈钢蚀刻精度的概念是很一般的,因为所使用的蚀刻材料有:不锈钢,铜,铜合金,钼板,铝板等。蚀刻精度将取决于所使用的材料而变化。