欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


广东蚀刻厂厂家电话
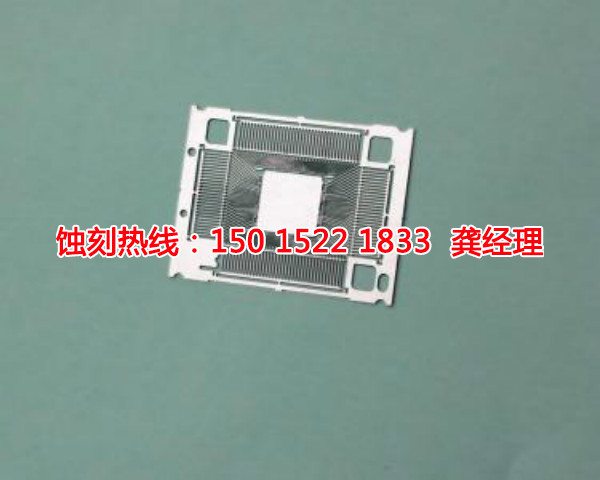
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。
它通常被划分成两个独立的过程,并且需要根据产品的结构特征来开发特殊光切割设备。有必要开发新的装饰方法,如喷涂,曝光,显影,蚀刻纹理,3D绘图,3D过程,如粘结,并支持新设备的开发。

在0.1mm由不锈钢或铜蚀刻过程,这是因为,当材料的厚度过薄时,如果它是一种软材料,有一种被卷绕在机器的危险,所以垫是圆的特别屏幕需要与蚀刻过程中提供帮助。对于腐蚀和防腐蚀处理薄金属材料,平津都有自己特别的方法和技术,解决了众多客户的腐蚀问题。如果您有腐蚀问题和需要,打个招呼蚀刻将竭诚为您服务。是这种方法通常用于蚀刻?灵活性:它会显示任何形状,就没有必要进行根据节目的模具,只是编辑程序,形状和深度,激光雕刻,打孔,或者你可以个性化或在运行时改变或更改产品包装,而不对于小批量的任何商标注册。钢筋锈蚀通常用于精密蚀刻:公差不超过一毫米的千分之三。它也可以弥补印刷及后期处理之间发生的错误。由于激光可以用于补偿调节,所以难以改变模具。根据传统模切固定。
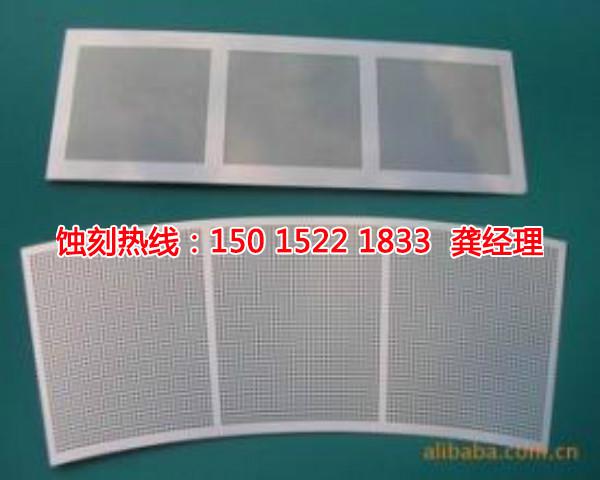
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。

当使用铝作为待蚀刻的金属,它必须从0被除去以铝3.。电离它。当比较银(一个值),或铜(二值),在蚀刻液中的酸被消耗,因为蚀刻速率显著降低。这里有一个问题在这里,它是蚀刻速率难以控制。因此,在分批方法如浸渍,一旦蚀刻剂的蚀刻速率大于一定值时,即使蚀刻剂具有最高的蚀刻能力,它通常被完全丢弃并用一个新的蚀刻剂替换。所谓的蚀刻剂的使用和浪费是非常大的。本发明的第四点是,它不包括用于通过蚀刻电离蚀刻金属蚀刻剂的定量分析方法。它包括硝酸和磷酸,并且不包括金属电离蚀刻。在金属蚀刻处理中使用的特征是,硝酸的浓度是通过紫外吸收分光光度法定量的蚀刻溶液的定量分析方法,和磷酸的浓度是干燥由混合酸溶液后定量,并用乙酸结合中和滴定法。浓度的浓度从硝酸当量的总酸当量减去并且从酸当量计算。
蚀刻工艺的出色的版本将是从图纸,进行打印时,从复杂的蚀刻简单,并完成在蚀刻工艺中的一个步骤。有效地节省劳动力,材料,空间,时间和消费的其他方面。操作过程中降低该装置大大降低了污染。