欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


东莞铝合金蚀刻技术
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都

它可以得到,如果磷酸进行蚀刻和蚀刻溶液后干燥,它不蒸发,以除去硝酸和乙酸。蚀刻溶液包含金属离子和磷酸。磷酸,硝酸,和乙酸作为原料用于蚀刻具有高纯度的产品具有低于ppm的杂质含量的溶液。因此,它可以通过从液体含有蚀刻的金属和磷酸和离子交换树脂或高纯度磷酸蚀刻金属来获得。此外,如果被去除的金属也通过蚀刻回收,它可以用作各种原料。
数控雕刻;由雕刻部接收到的模具的粗加工后,它被放置在机器上用于目视检查和后处理。由于在模具的尺寸和工具行困难差,生产时间是不同的。一般模具模型是1-4小时,尤其是它需要超过8小时,超过24小时,以完成数控加工。建成后,监控和检查以确认不存在被发送到QC之前没有问题。根据客户的不同烫印材料,它可分为两种治疗方法。该材料不包含不干胶通常可以热处理。除了热处理以增加硬度,该材料还需要与特氟隆被电镀。 Longneng防止冲压制品从粘附于模具,但由于特殊处理,特氟隆电镀不会影响模具的清晰度。主管的印章的检验报告后,模具可以包装和运输。
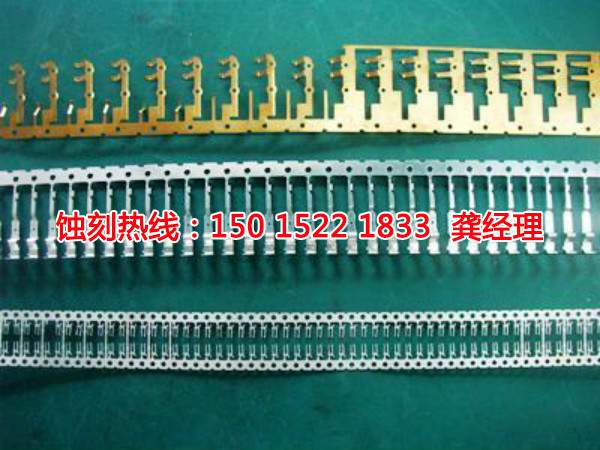
在0.1在毫米不锈钢或铜的蚀刻过程中,由于材料太薄,如果是软质材料,也有电机绕组的危险,所以你需要垫一个特殊的屏幕,以帮助蚀刻过程。对于腐蚀和防腐蚀处理薄金属材料,平津都有自己特别的方法和技术,解决了众多客户的腐蚀问题。如果您有腐蚀问题和需要,打个招呼蚀刻将竭诚为您服务。是这种方法通常用于蚀刻?灵活性:它会显示任何形状,就没有必要进行根据节目的模具,只是编辑程序,形状和深度,激光雕刻,打孔,或者你可以个性化或在运行时改变或更改产品包装,而不对于小批量的任何商标注册。钢筋锈蚀通常用于精密蚀刻:公差不超过一毫米的千分之三。它也可以弥补印刷及后期处理之间发生的错误。由于激光可以用于补偿调节,所以难以改变模具。根据传统模切固定。这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。后来的任务,时间和精力将被保存。它可以启动,以避免影响生产调整,它是可以改变的前一分钟。无论简单或凌乱的加工形状的,处理成本是相同的,所花的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀的这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平坦压制,轮压制,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。
3、化学抛光:主要针对拉丝工件,此工序主要除去拉丝过程中丝纹缝里含带的小金属颗粒,但时间不宜太长,以免影响丝纹效果。
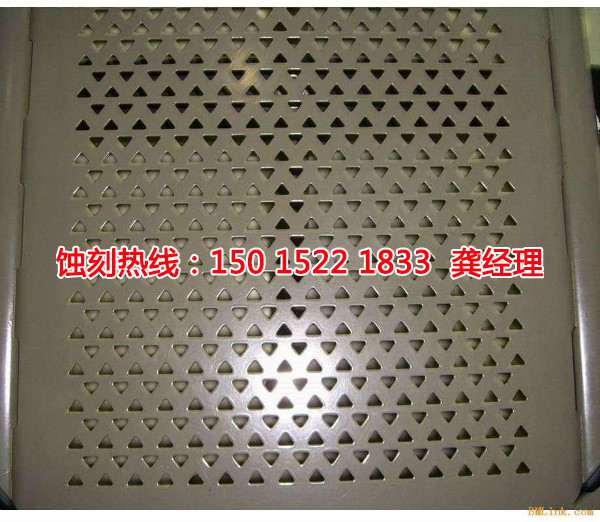
金属蚀刻栅格通过蚀刻工艺加工。它被广泛应用于精密过滤系统设备,电子设备部件,光学,和医疗设备仪器。通常的蚀刻处理后的金属网具有小孔径,密集排列,精度高的特点。因此,我们应该生产和加工过程中要注意质量控制。今天,我们将为您介绍在金属蚀刻网,这是很容易进程的问题及原因。 。 (2)化学蚀刻处理的一般处理的流程:预蚀刻→蚀刻→水洗→酸清洗→水洗→脱腐蚀保护膜→水洗→干燥(3)电解蚀刻的一般处理流程进入键→电源→蚀刻→水洗→酸浸→水洗→除去抗蚀剂膜→水洗→干燥3.化学蚀刻处理的几种方法是等价的静态蚀刻处理(1)的应用程序。所述电路板或部件进行蚀刻时,浸渍在蚀刻溶液蚀刻的一定深度,以水洗涤,取出,然后进行到下一个过程。这种方法只适用于几个测试产品或实验室。 (2)动态蚀刻过程A.气泡型(也称为吹型),即,在容器中的蚀刻溶液与空气和用于蚀刻鼓泡(起泡)的方法混合。 B.溅射方法,其中所述蚀刻靶在执行蚀刻并通过喷雾在容器上进行蚀刻处理的方法飞溅到液体的表面上。 C.在喷雾型时,蚀刻液喷在该物体的表面上以一定的压力来执行蚀刻工艺。
干法蚀刻具有广泛的应用范围。由于其强大的蚀刻方向,精确的工艺控制,为方便起见,没有脱胶,没有损坏和污染到基底上。
在连续的板子蚀刻中,蚀刻速率越一致,越能获得均匀蚀刻的板子。要达到这一要求,必须保证蚀刻液在蚀刻的全过程始终保持在最佳的蚀刻状态。这就要求选择容易再生和补偿,蚀刻速率容易控制的蚀刻液。选用能提供恒定的操作条件和对各种溶液参数能自动控制的工艺和设备。通过控制溶铜量,PH值,溶液的浓度,温度,溶液流量的均匀性(喷淋系统或喷嘴以及喷嘴的摆动)等来实现。
在制造蚀刻设备行业来说,一直都是代谢慢,维护成本高挡住了企业的发展!然而一些企业为了发展不得不调整生产方式或者说替换了某些材料!
如果设计师和买家有关于硬件蚀刻或硬件处理有任何疑问,您可以登录到该网站的蚀刻咨询工程师。他们有超过15年的硬件蚀刻经验,冲压焊接。