欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


从化蚀刻网技术
由R蚀刻深度影响弧的尺寸的上述比例,蚀刻窗的蚀刻深度,蚀刻溶液的最小宽度,蚀刻方法和物质组合物的类型。侧面蚀刻的量决定化学蚀刻的精确性。较小的侧蚀刻,加工精度,和更宽的应用范围。相反,处理精度低,以及适用的范围是小的。的底切的量主要受金属材料。金属材料通常用于铜,其具有至少侧腐蚀和铝具有最高的侧腐蚀。选择一个更好的蚀刻剂,虽然在蚀刻速度的增加并不明显,它可以确实提高在侧金属蚀刻工艺蚀刻的量。
然后东方影视对准并通过手工或机器进行比较。然后,在其中感光墨涂覆有膜或钢板的感光性干膜吸入并曝光,然后粘贴。在曝光期间,对应于该膜中的黑钢板不暴露于光,并且对应于该白色膜的钢板暴露于光,并且墨被聚合或占地的暴露的区域中发生的干膜电影。最后,通过显影机后,在钢板上的光敏油墨或干膜不被显影剂熔化,和未致敏油墨或干膜熔化和除去在显影溶液中,使得图案被蚀刻,并转移通过暴露的钢板。曝光是UV光即引发聚合反应和交联的照射下,非聚合的单体,并且该光被吸收到自由基和自由基通过所述光引发剂通过能量分解。该结构是一种不溶性和稀碱性溶液。曝光通常是在一台机器,自动暴露表面执行,并且当前的曝光机根据光源,空气和水冷却的冷却方法分为两种类型。除了干膜光致抗蚀剂,曝光成像,光源选择,曝光时间(曝光)控制,并且主光的质量是影响曝光成像的质量的重要因素。

这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。后来的任务,时间和精力将被保存。它可以启动,以避免影响生产调整,它是可以改变的前一分钟。无论简单或凌乱的加工形状的,处理成本是相同的,所花的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平坦压制,轮压制,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。
一个优秀的科研队伍是关键因素。之后尹志尧回到中国,他开始从65纳米到14/10/7海里带领球队追赶,并迅速赶上其他公司以迅雷不及掩耳的速度。在尹志尧的领导下,中国微半导体完成了既定的目标提前实现。

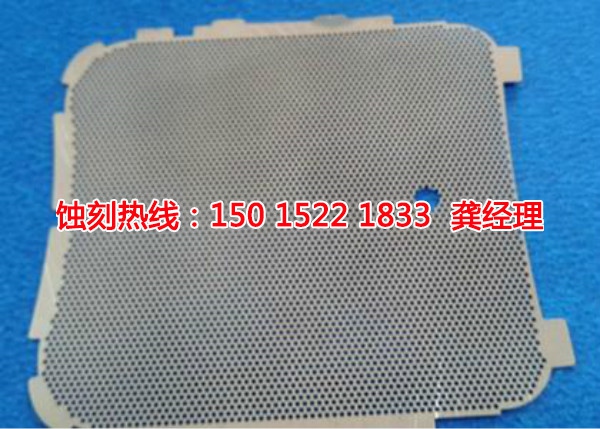
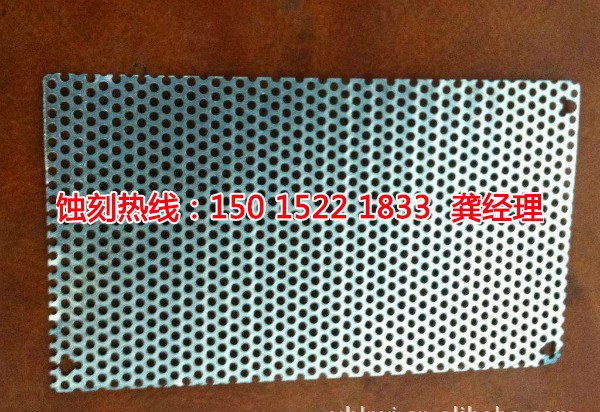
至于功能,处理和打印机和复印机零件的功能。加工产品名称:打印机充电网络。具体产品的材料:SUS304H-CSP不锈钢。材料的厚度(米制):0.1厚度毫米。本产品的主要目的:激光打印机色调剂盒
切割和切割后,将不锈钢板将显示环境和操作过程中在金属表面上的指纹或其他污垢。如果表面润滑脂没有清理,后处理的缺陷率会大大增加。因此,片材的表面必须脱脂和油墨印刷/涂布之前进行清洗。
消费者在做出选择的时候应该优先考虑大型的铝单板厂家,因为小型的厂家虽然也能够提供服务,但是鉴于规模的大小,小型铝单板厂家的项目经验
2.金属网字段:电话听筒网格和在通信工业中使用的装饰目;防虫蚊帐和在安防行业中使用的防尘网;防尘网在数码行业,摄像头和MP3;小家电行业等豆浆过滤器,咖啡过滤器等。金属精密蚀刻制备周期短。照相板可设计图纸完成后迅速完成。与此同时,该显卡可随时根据需要改变。这是生产的产品设计阶段的一个非常有价值的部分。生产成本高,周期长。图纸必须被设计为同时皇家城市,不能中途改变,否则成本会更高。精密蚀刻处理技术可以实现低开模的成本,设计可以是任意的,生产周期短,精度高,和其它的变化,因此金属精密蚀刻应用将变得越来越普遍。目前,我们的许多产品与模具制造,然后用模具,可提高生产效率制造。还有谁问很多朋友对冲压模具的选择原则?
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。(1)平面刨刀:用于粗、精刨平面。(2)偏刀:用