欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


布吉精密蚀刻技术
例如,中国科学技术的5纳米刻蚀机的确是在世界一流水平,打破美德的垄断。它使美国意识到,中国微电子可以使一个蚀刻机在世界上的公平竞争。这架飞机是从在中国销售的美国的禁令删除。
为0.1mm的材料,特别要注意在预蚀刻过程中,如涂覆和印刷,这是因为材料的尺寸也影响产品的最终质量。该材料的尺寸越大,越容易变形。如果材料的尺寸太小,它可能会卡在机器中。
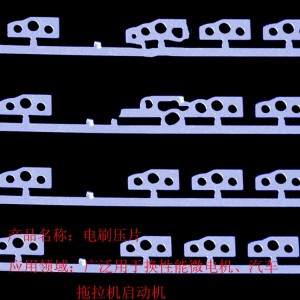
成立于1995年,比亚迪股份有限公司上市香港联交所主板7月31日,2002年,公司总部位于深圳市,广东省,中国。这是关系到三大IT产业集群,汽车和新能源高科技民营企业。比亚迪占地面积近700万在广东,北京,陕西,上海,天津等地的区域。它占地面积平方米,拥有占地九个生产基地,总面积,并已在美国,欧洲,日本,韩国,印度等国家。台湾,香港和中国都有分公司或办事处。目前有近20万员工。在2013年,比亚迪收购了中国 - 意大利科技有限公司的许多工厂,视察其处理力度。双方达成了VCM弹片蚀刻加工生产项目,并取得了圆满成功。

无氧铜是纯铜不包含氧或任何脱氧剂的残基。但实际上它仍然含有氧和一些杂质的一个非常小的量。按照这个标准,氧含量不超过0.03?总杂质含量不超过0.05?和铜的纯度大于99.95·R
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。
一般蚀刻后配合冲压。也就是说,蚀刻可以依照冲压的模具设计成相应的模具冲压定位点。比如,成形,折弯的定位孔,可以在蚀刻时一并加工完成。还有一些连续模冲压的问题,也可以让蚀刻产品做好相应的定位。这样就很好的解决了蚀刻后配合冲压的问题。两种工艺相得益彰!互补互助,在市场上得到了广泛的应用。
无氧铜是纯铜不包含氧或任何脱氧剂的残基。但实际上它仍然含有氧和一些杂质的一个非常小的量。根据标准,氧含量不大于0.03?杂质总含量不超过00.05?和铜的纯度大于99.95·R
下的光的动作,发生了光化学反应上在屏幕薄膜上的粘合膜,使得光被部分交联成不溶性粘合剂膜,但在未曝光光部分地被水溶解,从而显示屏幕空间,所以涂层的图案,其中覆盖有粘合剂薄膜布线屏幕被蚀刻和黑白正太阳图案相匹配。
如今的铝单板已经成为生活中常见的物品了,作为新时代的装饰材料,铝单板与人们的生活密切关联着,给人们带来不一样的装饰风格的同时也带来了新的思考。铝单板的使用对环境会造成什么样的影响,会不会出现资源浪费现象,铝单板厂家在生产过程中会不会导致大气受污染等。
4)蚀刻液的PH值:碱性蚀刻液的PH值较高时,侧蚀增大。峁见图10-3为了减少侧蚀,一般PH值应控制在8.5以下。
在0.1在毫米不锈钢或铜的蚀刻过程中,由于材料太薄,如果是软质材料,也有电机绕组的危险,所以你需要垫一个特殊的屏幕,以帮助蚀刻过程。对于腐蚀和防腐蚀处理薄金属材料,平津都有自己特别的方法和技术,解决了众多客户的腐蚀问题。如果您有腐蚀问题和需要,打个招呼蚀刻将竭诚为您服务。是这种方法通常用于蚀刻?灵活性:它会显示任何形状,就没有必要进行根据节目的模具,只是编辑程序,形状和深度,激光雕刻,打孔,或者你可以个性化或在运行时改变或更改产品包装,而不对于小批量的任何商标注册。钢筋锈蚀通常用于精密蚀刻:公差不超过一毫米的千分之三。它也可以弥补印刷及后期处理之间发生的错误。由于激光可以用于补偿调节,所以难以改变模具。根据传统模切固定。这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。后来的任务,时间和精力将被保存。它可以启动,以避免影响生产调整,它是可以改变的前一分钟。无论简单或凌乱的加工形状的,处理成本是相同的,所花的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀的这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平坦压制,轮压制,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。
糊版主要是由于烫金版制作不良,电化铝安装得松弛或电化铝走箔不正确造成的。烫印 后电化铝变色主要是烫印温度过高造成。另外,电化铝打皱也易造成烫印叠色不匀而变色,可通过适当降低温度解决。对于圆压平机型可在送箔处加装风扇,保持拉箔飘挺,避免在烫印前电化铝触及烫金版而烤焦。