欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


观澜腐刻加工_Logo蚀刻
使用蚀刻金属:(1)去毛刺。冲压或不锈钢加工后,有端面或角部,这不仅影响产品的外观,而且还影响所使用的机器。如果使用机械抛光或手工去毛刺,不仅工作效率低,但它不能满足四舍五入设计要求。特殊化学抛光或电化学抛光液体被用来腐蚀毛边而不损坏表面光洁度,和甚至提高了表面光洁度。这是表面处理和加工的组合。
4.密封油的产物,即所谓的密封油,人为地补充该产品的边缘在注射过程中,并且它不能被喷洒。该产品的金属部分必须以不暴露于油进行处理,否则会被蚀刻。有缺陷的产品的外观,并且将产物补充有油并干燥。在干燥完成之后,将产物被选择。检查和确认后,就可以移动到下一道工序:蚀刻。

非切割法(使用镜面工具)具有滚动的以下优点:1.增加表面粗糙度,其可基本达到Ra≤0.08um。校正之后2.圆度,椭圆可以是≤0.01mm。 3.提高表面硬度,消除应力和变形,增加硬度HV≥40°4,30?五个处理以增加残余应力层的疲劳强度。提高协调的质量,减少磨损,延长零部件的使用寿命,并减少零件加工的成本。蚀刻通常被称为蚀刻,也被称为光化学蚀刻。它是指制版和显影后露出的保护膜的??除去区域的蚀刻。当蚀刻,它被暴露于化学溶液溶解并腐蚀,形成凸起或中空模塑的效果。影响。蚀刻是使用该原理定制金属加工的过程。

常见类型的蚀刻铝的有:1点蚀,也被称为点蚀,由金属制成的,其产生针状,坑状局部腐蚀图案,并且空隙。点蚀是阳极反应的唯一形式。这是促进和所有腐蚀性条件,这导致催化工艺下点蚀坑下保持。 2.腐蚀氧化铝膜的,即使它可以溶解在磷酸和氢氧化钠溶液,即使发生腐蚀,溶解速率是均匀的。为一体的集成解决方案的温度升高时,溶质的浓度在它增加,这促进了铝的腐蚀。 3.缝隙腐蚀缝隙腐蚀局部腐蚀。

公司成立至今,经过十年努力开拓,已经迅速的发展成拥有多条进口高精密蚀刻和大批量超精密蚀刻生产线(最小公差可做到0.005mm,最细线宽0.03mm,最小开口0.03mm).......
侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
1.知道如何应对突发事件。如果在生产过程中突然停电,药罐去除板应立即打开。为了避免过蚀刻,例如,使用一个传送带以阻挡板,立即关闭喷雾和开的药罐,然后取出该板。
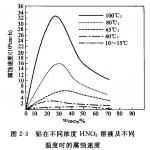
待蚀刻的金属,没有特别限制,但铝(A1),银,铜,或含有任意一种或多种这些金属作为主要成分的用Al或包含Al的合金的合金以及它们的合金是特别优选的。此外,主要成分在上述合金中的比例通常大于50? ?重量,优选大于80? ?正确。在另一方面,成分(其他成分)的量小的下限通常为0.1?重量。在蚀刻溶液中的磷酸的浓度通常大于0.1? ?重,优选大于0.5? ?重量,特别优选大于3? ?重量,通常小于20? ?重量,优选小于15? ?是重量特别优选小于12? ?重量,更优选小于8? ?重量?越高硝酸浓度,更快的蚀刻速度。然而,当硝酸的浓度过高,形成氧化膜的金属的表面上被蚀刻,并且蚀刻速度降低的倾向。在感光性树脂(光致抗蚀剂)的蚀刻的金属会变差,而边缘蚀刻将增加。因此,酸浓度优选从上述范围内选择。
蚀刻网加工是一种省时省钱的办法,所以一般的客户在做一些精细零件的时候常常会选择蚀刻加工,但是哪种蚀刻加工方式效率很高呢?今日我们就来所以下激光蚀刻加工蚀刻网的优势。1、灵活性:任何形状,不需制模具,只需编个程序,激光束就能按程序刻出要模切的...