欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


福永腐刻加工_镜面不锈钢蚀刻
下的光的动作,发生了光化学反应上在屏幕薄膜上的粘合膜,使得光被部分交联成不溶性粘合剂膜,但在未曝光光部分地被水溶解,从而显示屏幕空间,所以涂层的图案,其中覆盖有粘合剂薄膜布线屏幕被蚀刻和黑白正太阳图案相匹配。
除此之外,消费者还要根据实际情况择优选择,有一些厂家虽然很专业,服务水平也很高,但同时收费也十分高昂,我们需要考虑的就是价格与价值之间的平衡。同样的如果价格太低,那么服务质量也不会太理想。因此这一点需要消费者自己权衡把握。消费者在选择的时候还可以参考其他的消费者的评价,这些信息也是非常有价值的。
1.知道如何应对突发事件。如果在生产过程中突然停电,药罐去除板应立即打开。为了避免过蚀刻,例如,使用一个传送带以阻挡板,立即关闭喷雾和开的药罐,然后取出该板。
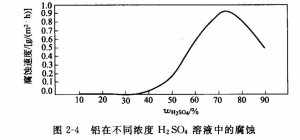
在生产实践中控制cu‘裱度,如采作邋常使用的化学分析法,显然对于蚀刻液中cu’低浓度的严格控制是难于做到的,但通进电位拄制法就很容易解决。根据条思特方程式

随着电子产品变得越来越复杂,越来越多的金属含量取代塑料,越来越多的金属蚀刻的产品多样化,越来越多的行业都参与。对于不锈钢板的精确蚀刻,首先,我们必须确保客户所需要的产物可以在生产过程中产生,但更重要的是,我们必须确保生产可维持较高的合格率和带来的好处所带来通过将工厂保证。
物流雨水季节注意事项 现在的天气,暴雨随时会降临,因为防水包装运输公司收取的服务,所以谁都不愿意接 ...
然而事实并非如此,尽管蚀刻设备用的是PVC材料或者PP材料,PP的却要贵很多!而大部分采用的是PVC,但是价格依然不菲!大家为了缩减开支找到了另外一种材料(目前我还说不出名字),这种材料看上去跟PVC材料一模一样而且厚,但是较轻,虽然表面跟PVC材料一样。但是仔细辨别不难发现,这种材料的中心类似于泡沫,虽然密度稍高,但是依然很明显。这就说明了为什么这么轻,而且PVC都在按立方算价格的,这种轻的至少便宜了一半以上的价格。而且在制造过程中,根本不使用高温焊接,因为容易损坏材料,所以大部分用特殊胶水粘,短期是不会断裂漏水的!所以也极大的缩短了制造时间也节省了人力资源也就缩减了开支和设备投入成本。所以设备的价格差距就出现了,因为成本低,所以价格便宜,如果打价格战也更有优势!
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
它可以被想象为垂直硅晶片上大雨,没有光致抗蚀剂保护的硅晶片将待轰击,这相当于在硅晶片中的孔或槽挖,和光致抗蚀剂可以是完成蚀刻后的湿。洗去,所以你得到一个图案的硅晶片。
1.大多数金属适合光刻,最常见的是不锈钢,铝,铜,镍,镍,钼,钨,钛等金属材料。其中,铝具有最快的蚀刻速率,而钼和钨具有最慢的蚀刻速率。
它可以用于制造铜板,锌板等,并且也被广泛使用,以减轻重量为仪表板和薄工件,这是难以通过的知名品牌和传统工艺最早平面加工方法进行打印;经过不断的改进和工艺设备随着时代的发展,它也可以被用来处理精密金属蚀刻产品用于航空航天电子元件,机械,化学工业等行业。尤其是在半导体制造过程中,蚀刻是一种不可缺少的技术。