欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


石基腐刻加工_腐刻
关于功能,处理和充电过程中的复印机的产品的引脚名的特征:SUS304H-CSP不锈钢材料厚度(公制):复印机充电的特定产品的销材料厚度为0.1毫米主要该产品的用途:主要用于可充电复印机
如果我们落后,我们就要挨打。中国技术的不断发展壮大,使我们在世界上站稳脚跟。花了11年国产刻蚀机通过5个纳米,这意味着中国的半导体技术有了长足的进步终于成功破发。

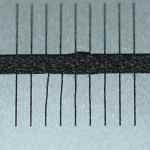
蚀刻可以简化复杂零件的处理。例如,有在翻拍网状太多的孔,以及其他的处理方法不具有成本效益。如果有几万孔,蚀刻可以在同一时间处理孔数以万计。如果激光技术用于处理,你可以想想你要多少时间花在。
以上提到的问题和原因蚀刻网格容易发生金属加工。用于金属蚀刻目处理中,如果任何过程控制不当,则可能造成产品缺陷。因此,当你正在寻找的金属蚀刻网供应商,您应加强你的理解和选择公司凭借雄厚的综合实力。

1. 减少侧蚀和突沿,提高蚀刻系数 侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突...
成立于1995年,比亚迪股份有限公司上市香港联交所主板7月31日,2002年,公司总部位于深圳市,广东省,中国。这是关系到三大IT产业集群,汽车和新能源高科技民营企业。比亚迪占地面积近700万在广东,北京,陕西,上海,天津等地的区域。它占地面积平方米,拥有占地九个生产基地,总面积,并已在美国,欧洲,日本,韩国,印度等国家。台湾,香港和中国都有分公司或办事处。目前有近20万员工。在2013年,比亚迪收购了中国 - 意大利科技有限公司的许多工厂,视察其处理力度。双方达成了VCM弹片蚀刻加工生产项目,并取得了圆满成功。
在0.1在毫米不锈钢或铜的蚀刻过程中,由于材料太薄,如果是软质材料,也有电机绕组的危险,所以你需要垫一个特殊的屏幕,以帮助蚀刻过程。对于腐蚀和防腐蚀处理薄金属材料,平津都有自己特别的方法和技术,解决了众多客户的腐蚀问题。如果您有腐蚀问题和需要,打个招呼蚀刻将竭诚为您服务。是这种方法通常用于蚀刻?灵活性:它会显示任何形状,就没有必要进行根据节目的模具,只是编辑程序,形状和深度,激光雕刻,打孔,或者你可以个性化或在运行时改变或更改产品包装,而不对于小批量的任何商标注册。钢筋锈蚀通常用于精密蚀刻:公差不超过一毫米的千分之三。它也可以弥补印刷及后期处理之间发生的错误。由于激光可以用于补偿调节,所以难以改变模具。根据传统模切固定。这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。后来的任务,时间和精力将被保存。它可以启动,以避免影响生产调整,它是可以改变的前一分钟。无论简单或凌乱的加工形状的,处理成本是相同的,所花的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀的这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平坦压制,轮压制,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。
铜对水的污染是印制电路生产中普遍存在的问题,氨碱蚀刻液的使用更加重了这个问题。因为铜与氨络合,不容易用离子交换法或碱沉淀法除去。所以,采用第二次喷淋操作的方法,用无铜的添加液来漂洗板子,大大地减少铜的排出量。然后,再用空气刀在水漂洗之前将板面上多余的溶液除去,从而减轻了水对铜和蚀刻的盐类的漂洗负担。
使用全自动超声波清洗机产品,以提高产品的清洁度。磨边就在一旁细磨。当相机的形状和照相机孔由细砂轮完成,则处理精度可达到0.01mm时,和切割表面可以细化。平板玻璃被加热和软化,在模具中形成,然后再退火,以使曲面玻璃。还有一个燃烧炉本体的大小和玻璃的曲率之间有一定的关系。最重要的是,在炉体的玻璃的烧制过程中的温度应该是均匀的,和玻璃均匀地加热,避免应力脆性。
消费者在做出选择的时候应该优先考虑大型的铝单板厂家,因为小型的厂家虽然也能够提供服务,但是鉴于规模的大小,小型铝单板厂家的项目经验肯定是不能和大型的厂家相提并论,那么那么能够提供的服务范围自然也没有大型铝单板厂家那么大,专业性也会较差。大型厂家参与过的项目,无论从项目大小还是项目多少,肯定更多更好。
对于有冲压油等表面有非皂化油的工件,在除油时如果不预先用溶剂清洗,往往都达不到除油要求。也许有人会认为通过碱性除油肯定能达到除油的目的,其实不然,工件表面的油污性质并不受控制,是外形加工商根据加工工艺的要求来采用必要的工艺措施,当工件交到手上之后,首先要建立起一个能满足除油要求的表面基准状态,是在这个表面基准状态上进行除油处理。现在很多蚀刻厂都会购置一些自动清洗设备来对工件进行除油处理,同时也比较依赖这些设备,而对除油后的工件不太注重进行除油效果检查,往往会因为除油不净的原因造成产品质量不稳定。除油效果最简单也最有效的检查方法就是要求工件表面有连续水膜保持30s不破裂为合格,这个方法在书中会多次提到。