欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


樟木头Logo蚀刻加工厂
2.电化学蚀刻-这是使用的工件作为阳极,使用电解质来激发,并在阳极溶解,实现刻蚀的目的的方法。它的优点是环保,环境污染少,并没有伤害到工人的健康。的缺点是,蚀刻深度是小的。当在大面积上进行蚀刻,电流分布是不均匀的,深度为不容易控制。
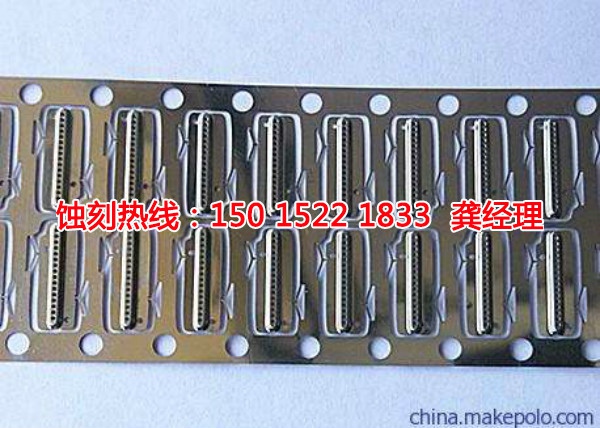
蚀刻厚度范围:一般情况下,金属蚀刻工艺的范围是0.02-1.5mm之间,当材料的厚度大于1.5时,蚀刻处理需要很长的时间和成本是非常高的。不建议使用蚀刻工艺。冲压,线切割或激光是可选的。但是,如果有一个半小时的要求,你需要使用蚀刻工艺!蚀刻工艺具有较高的生产率,比冲压效率更高,开发周期短,和快速调节速度。最大的特点是:它可以是半的时刻,它可以使在相同的材料有不同的影响。他们大多使用LOGO和各种精美的图案,这是什么效果冲压工艺无法实现的!

三一重工股份有限公司(三一重工CO。,LTD。),由三一集团于1994年创立,坚持通过打破中国人的传统的“技术恐惧”自主创新迅速崛起。 2003年7月3日,三一重工是在A股上市(股票代码:600031); 2011年7月,三一重工被评为全球500强金融市值金融时报美国$ 21.584十亿的市场价值,并且是唯一一个至今。中国机械企业名单上; 2012年1月,三一重工收购“世界第一品牌的混凝土”普茨迈斯特(普茨迈斯特,德国)),改变全球产业竞争格局一举。

原则上,唯一一个可以应用于每个处理是兼容的产品的制造,否则会导致产品故障或过度产品成本。在产品制造过程中,很少是由一个典型的方法来完成。无论是大型复杂产品或一个小而简单的产品,它包括至少两个或更多的典型方法。并且每个典型过程不能由一个过程,而且还与有机_L-两个或两个过程结合起来。一个简单的过程可以由几个过程,和一个复杂的过程可以由许多过程。对于复杂的过程,为了方便管理,密切相关的过程可以归结为一个过程,然后将这些过程构成的过程。
因此,钛是一种具有良好的稳定性酸性和碱性和中性盐溶液中以中和氧化介质,并具有非铁金属,如不锈钢等现有的,甚至可以用铂为更好的耐腐蚀性进行比较。然而,如果钛表面上的氧化膜可以连续地溶解在一定的介质中,将钛在介质中腐蚀。
首先,加热上述混合酸溶液1克在沸水浴中30分钟以上并使其干燥后,将残余物洗涤到200ml的容器中,和中和和滴定用1摩尔/升氢氧化钠水溶液,以计算磷酸浓度。所述磷酸浓度为59.9?y重量。磷酸当量是(59.9(重量?/ 100)/0.04900=12_224(毫克当量)。在这里,0.04900是磷酸的对应至1ml 1mol / L的氢氧化钠的量(g),该CV值(此时变异系数)为0.08·R
提高板之间的蚀刻加工速度的一致性:蚀刻在连续板可导致更均匀的蚀刻过程在速率更均匀地蚀刻衬底。为了满足这一要求,必须确保的是,腐蚀剂始终处于最佳的腐蚀过程。这需要蚀刻溶液的选择,这是很容易再生和补偿,并且其蚀刻速度是很容易控制。选择自动控制过程和设备,其提供恒定的操作条件和各种溶液参数。这可以通过控制溶解的铜,pH值来实现,所述溶液的浓度,温度的量,流动溶液的均匀性(喷雾系统喷嘴或喷嘴和摆动)。