欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


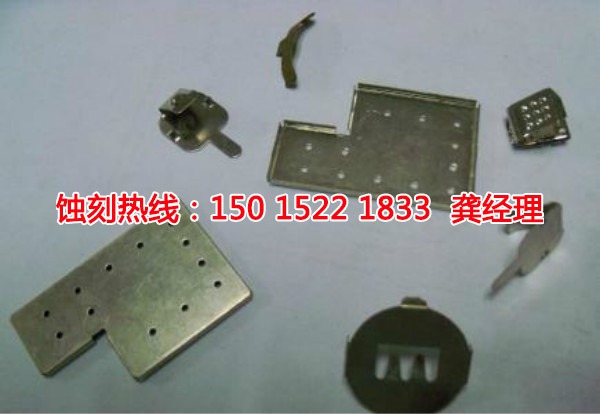
花都铭牌蚀刻加工厂
基本信息:反射镜金属切削和改进机械部件的使用寿命的最有效的手段的最高状态。反射镜表面被机械切割,这可以清楚地反映了图像产品的金属表面的传统的同义词后它是非常粗糙的。没有金属加工方法是使用的问题,总是会有薄凸缘的迹象,和交错的波峰和波谷的现象的表面的一部分。粗糙化的表面可以用肉眼可以看到,并且可以仍然使用放大镜或显微镜观察抛光表面。这是待处理的部分,它曾经被称为表面粗糙度。由国家指定的表面粗糙度的参数是参数,间隔参数和综合参数的高度。
什么是蚀刻最小光圈?该蚀刻工艺中不能处理的所有附图中,具有一定的局限性。蚀刻孔= 1.5 *该材料的厚度例如0.2毫米:若干基本原则应注意图形卡时进行设计。开口直径= 0.2×1.5 =0.3毫米如果需要最小的孔,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续的咨询工程师谁是设计产品,并讨论了特殊情况下的基本原则。蚀刻过程和侧面腐蚀的准确度:在蚀刻过程中,存在除了整体蚀刻方法没有防腐蚀处理。我们一定要注意防腐蚀层。在蚀刻“传播”的问题,也就是我们常说的防腐蚀保护。侧腐蚀的尺寸直接相关的图案的准确度和蚀刻线的极限尺寸。一般情况下,用一个侧向蚀刻的抗腐蚀层宽度A被称为横向的蚀刻量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。
材料去除过程,必须具备以下条件:1,设备投资大(有些磨床的价值超过100万美元); 2.技术和经验丰富的技术工人; 3.宽敞的工作环境; 4.冷却1.润滑介质(油或液体); 5.废物处置,对环境的污染; 6.昂贵的研磨轮。无切削(使用镜面工具)必须为滚动以下先决条件:1,必须投资于任何设备1.镜工具的价值约1300元。 2.无需技能和经验丰富的技术工人。 3.宽敞的工作环境。 4.没有必要用于冷却和润滑介质(油或液体)的一个庞大的数字。 5.无环境污染废物处理。

东方膜然后通过对齐的手动或机相比。然后,在其中感光墨涂覆有膜或钢板的光敏干膜在被吸入并曝光,然后粘贴。在曝光期间,对应于薄膜中的黑色钢板不暴露于光,并且对应于该白色膜的钢板暴露于光,并聚合墨水或发生在??膜的露出面积干膜。最后,通过显影机后,在钢板上的光敏油墨或干燥膜不被显影液熔化,和未致敏油墨或干膜熔化和除去在显影溶液中,使得图案被蚀刻和通过曝光转印到钢板上。曝光是紫外光的照射下,光吸收由能量分解成自由基和自由基通过光引发剂,然后将聚合反应和非聚合的单体的交联被引发,并在反应后,在大该分子的结构是一种不溶性和稀碱性溶液。曝光通常是在自动曝光表面的机器中进行,和当前的曝光机根据光源,空气和水冷却的冷却方法分为两种类型。除了干膜光致抗蚀剂的性能,曝光成像的质量,光源的选择,曝光时间(曝光量)控制,主照片的质量,等等是影响曝光成像的质量的重要因素。
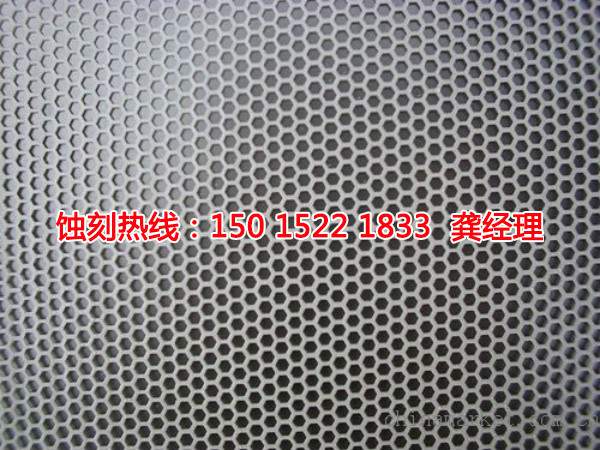
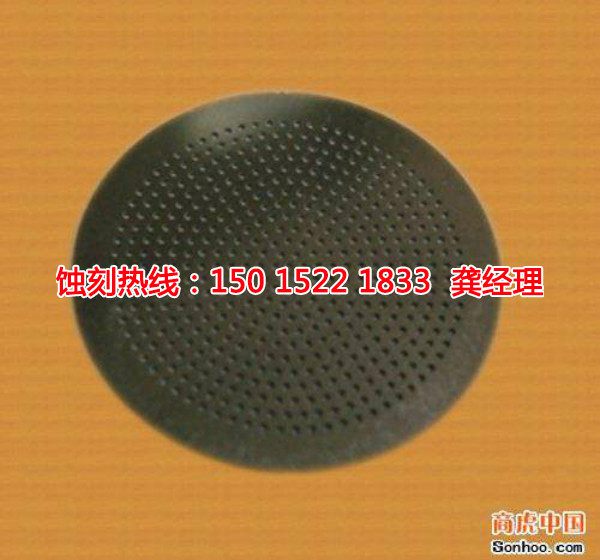
最近,越来越多的朋友已经询问了薄的材料不锈钢和铜,以及需要0.1毫米SUS304不锈钢蚀刻所述蚀刻的网格,并且被蚀刻的钢板,它主要用于在5G工业,电子工业,机械行业。
在蚀刻过程中,除了整体蚀刻方法没有任何防腐处理,我们一定要注意防腐蚀层,这也就是我们常说的下侧腐蚀腐蚀的“蔓延”。侧腐蚀的尺寸直接相关的图案的准确度和蚀刻线的极限尺寸。一般地,抗腐蚀层下的横向蚀刻宽度A被称为侧蚀刻量,侧蚀刻量A的蚀刻深度H之比的蚀刻速率F侧: