欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


石岐区腐刻加工_不锈钢蚀刻
2、通信产品零部件:手机外壳、手机金属按键片、手机装饰片、手机遮光片、手机听筒网、手机防尘网、手机面板;

我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都

可以理解的是在芯片的整个制造工艺极为复杂,包括晶片切割,涂覆,光刻,蚀刻,掺杂,测试等工序。腐蚀是在整个复杂的过程,唯一的过程。从技术的观点来看,R&d光刻机是最困难的,并且所述蚀刻机的难度相对较低。蚀刻机的精度水平现在远远??超过光刻机的,所以与当前的芯片的最大问题是不蚀刻精度,但是光刻精度,换言之,芯片制造技术水平决定了光刻机。
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
金属蚀刻过程流具有像其他处理流程自己的特点。只的金属蚀刻工艺的特征的充分理解可以被设计成具有所需的过程。金属蚀刻处理流程的特点主要表现在10个方面,如targetness,内在性,完整性,动力学,层次性,结构,可操作性,可管理性,稳定性,权威性和执行。这些组分进行分析并在下面讨论。用途:所谓的目标是使整个过程的清晰输出有一定的过程,或达到特定的目的。用于金属蚀刻的目的是满足其设计图纸的产品的要求。更具体地,这些要求包括了产品的蚀刻尺寸要求,蚀刻后的表面粗糙度的要求,等等。例如,对于产品具有用于装饰目的的蚀刻图案,设计过程完成后的目标就可以实现:①Requires蚀刻图形的清晰度; ②Requires的设计要求的粗糙度,并且被蚀刻的金属表面应满足;图形和文本符合设计要求的腐蚀;的③的深度; ④在蚀刻工艺期间对工件的变形应该在这个设计中规定的范围内;等等
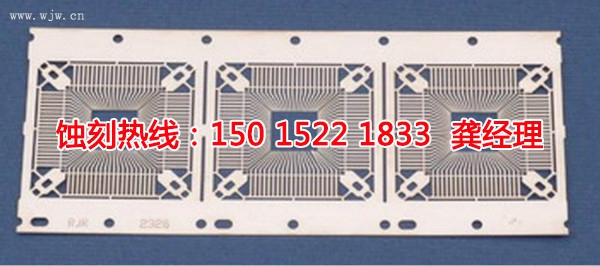
深圳市易格五金制品有限公司产品广泛应用于电子,计算机,光学,五金,家电,机械,通讯,汽车,医疗,石化等行业。目前,我们主要产生以下不锈钢精密零件:SMT印刷钢板,涂布的电子元器件,LED支架,IC引线框架,IC封装夹具,FPC加固板,不锈钢板编码,手机按键,过滤,蒸发盖,金属铭牌FPC加强板,等等。除了不锈钢,铜,镍,钼和其它金属也可以被蚀刻。由该公司所使用的不锈钢材料是从日本进口,和规格有SUS(304,301,430)。库存材料的厚度是:0.03至2.0mm。最小的公差可以为0.005毫米,0.03毫米的宽度,和0.03毫米的最小开口的最小线。该产品的表面可以用锌,镍,铬,锡,铜,金等可根据客户要求进行电镀。
笔者了解到,早在2015年9月,汇景公司已实现了规模化试生产薄达到0.05mm大玻璃板将它们出口到日本的批次。
铜铜是工业纯铜。其熔点为1083℃,不存在同素异形变化的,其相对密度为8.9,这是五倍镁。这是约15? Eavier比普通钢。它有一个玫瑰红的颜色,并且当所述表面上形成的氧化膜,它通常被称为红色铜和是紫色的。它是铜,它含有一定量的氧气,因此它也被称为含氧铜。红色铜箔评出了紫红色。它不一定是纯铜,有时材料和属性添加到改善脱氧元素或其他元素的量,所以它也被分类为铜合金。中国铜加工材料可分为四种类型:普通铜(T1,T2,T3,T4),无氧铜(TU1,TU2和高纯度,真空无氧铜),脱氧铜(TUP,TUMn),和特殊的铜合金小类型(铜砷,碲铜,银铜)。铜的电和热导率是仅次于银,并且它广泛用于电和热设备的制造。紫铜在大气中良好的耐腐蚀性,海水和某些非氧化性酸(盐酸,稀硫酸),碱,盐溶液和各种有机酸(乙酸,柠檬酸),而在化学工业中被用于。此外,铜具有良好的可焊性和可制成各种半成品和成品通过冷和热塑性加工。这时在上世纪70年代,紫铜的产量超过其他类型的铜合金的总产量。在紫铜微量杂质对铜的导电和导热性造成严重影响。其中,钛,磷,铁,硅等显著降低导电性,而镉,锌等的影响不大。氧,硫,硒,碲等具有在铜非常低的固溶度,并且可以形成具有铜化合物,这对导电性更不易碎的影响,但可以减少治疗的可塑性。当普通铜被包含在晶界,氢或一氧化碳的氢或一氧化碳容易与氧化亚铜(铜氧化物)相互作用,以产生在还原性气氛的高压水蒸气或二氧化碳气体,这会导致铜以通过热反应破解。这种现象通常被称为铜的“氢病”。氧气是有害的铜的可焊性。