欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


西樵腐刻加工_铝牌蚀刻
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。

本发明涉及一种金属蚀刻方法,并且更具体地,涉及使用光敏树脂或类似的过程中,液晶元件的基板例如以促进在金属薄膜电极的形式,或金属作为布线的制造工艺一种半导体器件(层)基片蚀刻的所述衬底是合适的处理方法。此外,本发明涉及蚀刻溶液的上述定量分析方法,并从上述的蚀刻溶液中回收磷酸的方法。对于这样的要求,而不是传统上使用的铬(Cr)合金布线的材料,如铬钼,我们讨论了适用于精细蚀刻加工,并能承受的增加的低电阻材料的电功率要求的材料。例如,现在,新的材料,如铝(A1),银,铜等,提出了被用作布线材料,以及这种新材料的微细加工进行了讨论。此外,在这些新材料的蚀刻,蚀刻含硝酸,磷酸和乙酸溶液,通常使用。
蚀刻机的5纳米工艺技术已成功地进行测试,并且等离子体蚀刻机技术已经研制成功。它在5纳米芯片工艺取得重大突破,被台积电是全球最大的代工验证。台积电已计划开始试生产过程5nm的芯片2019,早在第三季度,批量化生产,预计在2020年得以实现。
在实验室的情况下,对某些工件的蚀刻为了取得一些对比效果或为了取得一些实验数据,可能并不对工件进行除油处理而直接进行防蚀层制作。就目前而言,生产中所采用防蚀材料都不是水溶性的,调配都是采用有机溶剂,而有机溶剂对工件表面的皂化或非皂化油都有溶解作用,都会为防蚀层提供一个结合力。作为这方面的实验者也可能会把这种情况介绍出来,但其目的并不是要告诉读者“工件污染不严重就可以不除油而直接进行防蚀处理或其他加工过程”。所以,读者在查阅这些资料时,首先要做的是正确领会作者的真实意图,然后才是根据自己所在企业的实际情况去引用这些技术。

1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。
蚀刻有趣的地方在於它可以针对同一片金属材料进行多次的蚀刻,并且可以搭配阳极处理或是PVD(物理气相沉积),以产生多重层次或是具有对比色彩的图案。蚀刻的另一个特点是它可以做出极为精细的图案或是切割穿透(一般而言,蚀刻制程的最小线径约0.01-0.03mm,最小开孔孔径约为0.01-0.03mm,制程公差最高可达到±0.01mm)。Motorola的V3利用蚀刻切割的金属薄片作为按键,带来了超薄手机的锋利意象,其後金属蚀刻按键蔚为风潮。设计师Sam Buxton则是利用蚀刻制程精细加工的能力,在0.15mm厚度的不锈钢薄片进行复杂的图案蚀刻。他使用了蚀穿以切割出花草人物的外型轮廓,并利用半穿蚀刻产生各式图案与摺叠线,巧妙地将2D平面折叠出具体而微的3D世界,创造了称为Mikroworld的一系列小小世界。
关于usCompany简介深圳市意格五金制品有限公司成立于2004年,是一个专业,全面的商标产品供应商。它有几十年的各种金属蚀刻工艺经验(小金属精密蚀刻和大的金属蚀刻)。专业经验和一流的技术团队都适合这个行业1:五金工艺厂; 2:玩具模型工厂3:打印消耗品工厂4:电气和电子厂5:机械设备制造工厂。
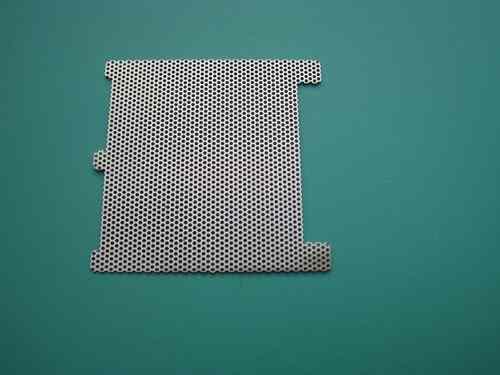
最近一段时间,越来越多的朋友们咨询薄料不锈钢和铜的蚀刻加工,并要求要0.1mm的SUS304不锈钢蚀刻网片和蚀刻钢片,主要应用于5G行业、电子行业和机械行业。 蚀刻这么薄的产品有什么难度吗?在蚀刻行业,特别薄和特别厚的材质的蚀刻成...
对蚀刻质量的基本要求就是能够将除抗蚀层下面以外的所有铜层完全去除干净,止此而已。从严格意义上讲,如果要精确地界定,那么蚀刻质量必须包括导线线宽的一致性和侧蚀程度。由于目前腐蚀液的固有特点,不仅向下而且对左右各方向都产生蚀刻作用,所以侧蚀几乎是不可避免的,但是有效的控制蚀刻时间和药水配兑会减少侧蚀。 侧蚀问题是蚀刻参数中经常被提出来讨论的一项,它被定义为侧蚀宽度与蚀刻深度之比, 称为蚀刻因子。
工业生产方法 可分两大类:一类是将聚丁二烯或丁苯橡胶与SAN树脂在辊筒上进行机械共混,或将两种胶乳共混,再共聚;另一类是在聚丁二烯或苯乙烯含量低的丁苯胶乳中加入苯乙烯和丙烯腈单体进行乳液接枝共聚,或再与SAN树脂以不同比例混合使用。