欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


我公司是一家专业从事五金蚀刻精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有蚀刻、抛光、冲压等工艺车间。可以承接大小批量、多样化订单。并满足各类客户的需求。

纯钛的腐蚀:钛的另一个显着特点是其较强的耐腐蚀性。这是因为它有一个氧的亲和力特别强。它可以形成在其表面上生成致密的氧化膜,其可以保护钛从培养基中。对于腐蚀。在大多数水溶液,钛金属可以形成表面的钝化氧化物膜。因此,钛是一种具有良好的稳定性酸性和碱性和中性盐溶液来中和氧化介质,并且具有现有的非铁金属,如不锈钢等,即使铂可用于更好的耐腐蚀性。 。然而,如果钛表面上的氧化膜可以连续地溶解在一定的介质中,将钛在介质中腐蚀。例如,在钛氢氟酸,浓缩或热盐酸,硫酸和磷酸,因为这些解决方案溶解钛表面上的氧化膜,钛被腐蚀。如果氧化剂或某些金属离子加入到这些溶液中,钛表面上的氧化膜将被保护,和钛的稳定性将增加。纯铜是最高铜含量铜,因为紫也被称为铜。它的主要成分是铜和银。内容为99.7-99.95。主要杂质元素:磷,铋,锑,砷,铁,镍,铅,锡,硫,锌,氧等;用于制备导电性设备,先进的铜合金,铜基合金。无氧铜是纯铜不包含氧或任何脱氧剂的残基。但实际上它仍然含有氧和一些杂质的一个非常小的量。根据标准,氧含量不大于0.03?杂质总含量不超过0.05?和铜的纯度大于99.95·R
2018年,格力与 溢格建立了合作,其中,格力14个生产基地中的2个基地和 溢格在蚀刻网有了初步的合作。格力以空调起家,空调出风网的设计很特别,对网格的光泽度要求很高,蚀刻网出来后,双面贴膜,在进行冲压成型,然后注塑。格力不愧是高质量的代名词,格力产品的每一个配件要求都很严格,严抓质量源头控制是格力的质量体系要求。也感谢格力的严要求,让 溢格蚀刻有机会和能力挑战更高标准严要求的产品,让 溢格蚀刻在行业中具备更强的竞争力,为客户提供更多的价值。
必须注意的另一个问题是,化学蚀刻不使用窄且深的沟槽和X的增加,因为气泡的化学蚀刻反应会生成在下部边缘的腐蚀保护层,而这些气泡从蚀刻层阻挡金属表面。独立代理人的角色。其结果是,非常不规则腐蚀形成并极其形成不均匀的边缘。这是深加工的一个很麻烦的过程。尽管一些良好的耐腐蚀材料是软的,气泡很容易被排出。处理到一定深度,机械搅拌,即使这方法是不足之后,以防止腐蚀气泡在层的边缘被完全放电。这种治疗的最有效的方法是使用一个耗时的手动方法来平滑在枇杷边缘的抗腐蚀层。另一个可能的原因是腐蚀性流体的表面张力的效果。这一条件还导致缩小或小半径面,其中腐蚀失败。对于深沟槽加工,宽度应不小于4mm。槽或圆孔具有小的深度,宽度或半径不小于5倍的深度。

蚀刻机的5纳米工艺技术已成功地进行测试,并且等离子体蚀刻机技术已经研制成功。它在5纳米芯片工艺取得重大突破,被台积电是全球最大的代工验证。台积电已计划开始试生产过程5nm的芯片2019,早在第三季度,批量化生产,预计在2020年得以实现。
东莞市溢格五金有限公司是一家专业从事五金蚀精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有电镀、抛光、冲压等工艺车间。我们可以承接大小批量、多样化订单,并满足各类客户的需求。
蚀刻速率可以通过控制蚀刻液中的酸性部分的浓度来控制。例如,当仅添加磷酸,以控制酸成分的浓度,硝酸的在蚀刻溶液中的浓度,即,在蚀刻液中的氧化剂的浓度可以降低。另外,如果氧化剂的浓度变得过低,存在这样的担忧的是,上述式(B)的反应不能进行,并且蚀刻速度是低的。因此,在本发明的一个优选实施方案中,通常,磷酸与硝酸的比例被确定为满足上述式(C)和(d)。然而,即使这些方程不被蚀刻剂满足,只要硝酸(摩尔)的浓度是在一定范围内(AY),离子化金属浓度(A)(A)和金属产品的价率( Y)都大。
印通蚀刻优秀版解决所有的问题。它只需三个步骤,蚀刻,这是快捷,方便,节能,环保。与传统工艺的复杂性相比,新技术的出现,极大地减少步骤数,并且可以在只有三个步骤完成。高效,快捷的设备配置蚀刻处理,我相信,蚀刻生产厂家的老板将不再有各种头痛,只需要提供高品质的产品给客户,以满足他们。中秋节,一个业务经理龚玥,谁打电话来咨询穿透技术的工艺过程中,微通孔刻蚀的顾客:可以1.2mm厚304化妆0.08毫米锥形孔?解释业务后,客户非常理解。
多少知识,你从上面有吗?要了解更多有关最新的行业趋势,不锈钢蚀刻,请继续关注我们的官方网站http://www.shikeyg.com/和更多精彩内容等着你去学习。不锈钢蚀刻精度控制的问题已经在化学蚀刻行业,这是一个难以克服的重要问题。用于形状产品的化学方法将不可避免地有时间和材料厚度的问题。因此,不锈钢蚀刻的准确度将通过以下条件的影响
5.在焊接修复过程中,受热量影响的面积比较大,由于工件的可能原因(下垂,变形,咬边等)。特别是当它是很难把握的边缘,通常有焊接或堆焊了一个星期。
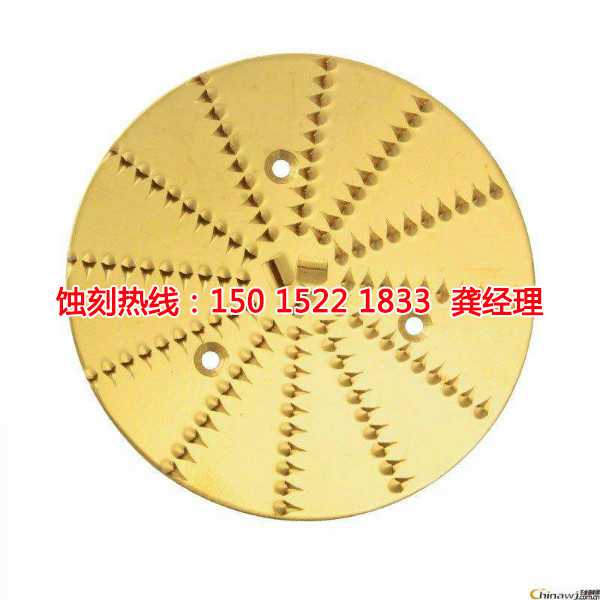
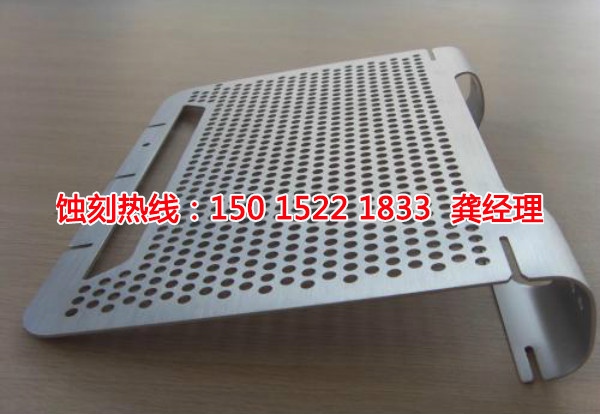
材料厚度:材料厚度确定必须使用的工艺。该蚀刻工艺可以解决制作小孔直径0.08毫米,0.1mm时,0.15毫米的问题,和0.2至0.3mm问题。的主要应用是:蚀刻过程。此过程可以有效地匹配用于解决在不锈钢小孔问题的材料的厚度。特别是对于一些小的孔,这是密集的,并且需要高耐受性,也有独特的治疗方法。是否已处理的不锈钢孔有洞,它们的直径和孔的均匀性都非常好。当这样的密集或稀疏针孔产品需要大量生产中,蚀刻工艺也能积极响应。