欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


惠城腐蚀联系电话
东莞市东莞蒲阳金属科技有限公司始于2007年,专注于不锈钢精密蚀刻网和不锈钢精密蚀刻元件的高端技术研发和工艺创新及生产,生产厂房占地面积5000平方米。公司拥有完整、科学的质量管理体系,于2008年取得ISO9001品质体系认证,2009年通过政府环保部门的检查与认证。为提升质量和提高市场竞争力,公司于2010年成立了五金事业部与蚀刻事业部。 东莞蒲阳专业从事五金精密蚀刻加工,集蚀刻、冲压和焊接三大生产工艺与一体,是为数不多的具有多种工艺全面组合生产的科技企业,并且和60多家金属表面处理工艺的配套商建立了长期的合作关系,能够为客户提供蚀刻网和蚀刻元件后工艺如:电泳、电镀、喷油、喷漆、钝化、电解等...
因此,在这种情况下,一个纯粹的国内麒麟A710出来吓人。据报道,该芯片的设计是由华为海思进行,而加工和制造由中芯完成。虽然14nm制芯片制造过程中只考虑从目前美国的技术开始的重要性,麒麟A710的突破是在中国芯片发展史上也具有重要意义。
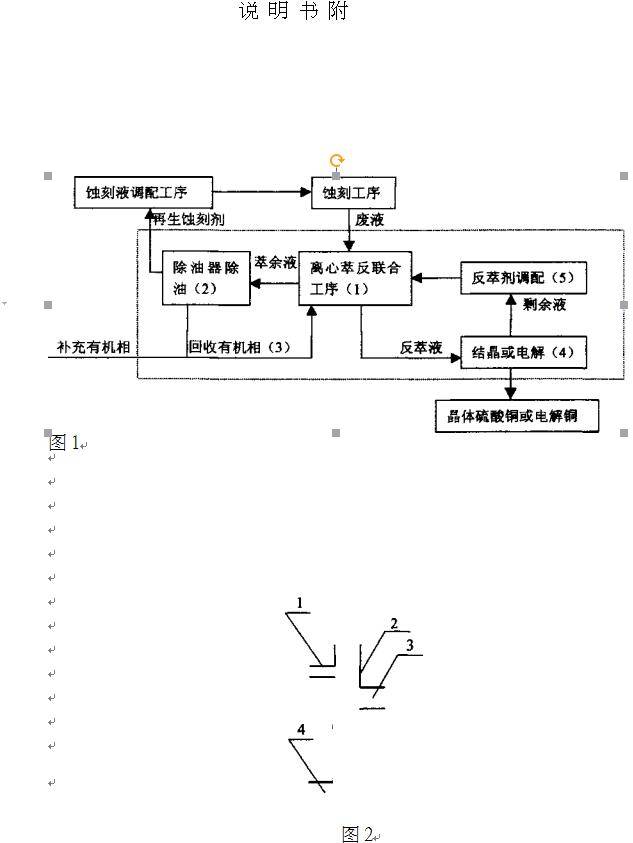
符号的说明:1蚀刻槽;分析装置2循环泵; 3硝酸/磷酸/乙酸浓度分析装置; 4蚀刻材料; 5新的乙酸液罐; 6新的乙酸液供给泵; 7加热装置; 8乙酸浓度的输出信号; 9蚀刻终止废液去除管道; 10个新的蚀刻液(浓度调整磷酸/硝酸/乙酸)引入管道; 11搅拌装置; 12蚀刻废液去除调整和发送输出信号; 13米; 14。为入口信号新蚀刻液; 15个新的蚀刻液罐; 16个新的蚀刻液供给泵。

可以看出,在热折弯机和数控雕刻机的投资是比较大的,和CNC雕刻机供应商是丰富的,而且它已经是2D和2.5D一个成熟的过程。然而,3D玻璃弯曲机的当前生产能力是不够的。国内价格的3D玻璃折弯机的是美元120-180亿美元之间,主要来自韩国和台湾进口。
工艺设计:虽然大多数私人公司现在使用的模型和产品加工算术指令,他们不注重产品的加工工艺。或许从成本考虑,不可能雇佣制程工程师,以帮助该公司的老板完成它。对于这款产品,由于工艺工程师在实际生产过程中的工作性质,有必要去生产线的实际操作过程。工艺设计实际上是工艺设计。什么是工艺设计的目的是什么?如果你想蚀刻产品的图形,只是告诉操作者的处理量和需求,然后把它给不同的员工进行处理。想象一下,这是很难想象产品的加工质量的一致性。根据不同的工人,他们仍然使用它。产品质量的一致性,更重要的不是几个样本,以实现高品质的加工。产品质量的一致性不是由少数的技术工人或少数高级管理人员来实现的。它依赖于合理的工艺设计。当然,它不能从技术工人和高级管理人员分开。只有当与由有机批量生产制造的两个产品相结合,该产品质量保持高度一致。更高的产品质量要求和更大的输出需要更多的工艺设计。对于产品的小批量,您可以使用该卡在最流行的工艺操作指令的形式来记录最全面的过程。他们甚至不能被称为流程文件,但只使用说明书。工艺设计的基本要求是全球性和针对性很强的。运营商可以通过议事规则了解加工产品的局面。与此同时,该过程将根据产品的质量要求。有些读者可能会想,“我在工厂工作了很多年。我没有做工艺设计,我可以让产品更加苛刻。”有没有搞错?有此类型的许多工厂,尤其是一些民营企业,他们的工作指令进行编程。然而,这样的工厂依靠运营商的生产经验。作为一个企业的老板,他已经形成了对人们的过度依赖。如果操作员被替换,必须有一个适应的过程。同时,如果你真的想做出高品质的产品,一个设计可以保证其产品的质量和一致性必须是可用的。不仅在设计过程中,还运营商和现场技术人员需要随时跟踪设计过程在生产中的应用。如果他们觉得这是不适合在任何地方,他们必须通过测试,提高了时间,不断完善的过程。工艺设计的目的是使整个生产过程始终处于受控状态,而这种受控状态不会被替换操作来改变。它可以总结长期的生产经验和测试。新工艺和新方法记录在书面形式,并形成具有代表性的工艺,使生产企业能够继续更好。自公司成立,经过多年的努力和发展,现已拥有一批进口高精度腐蚀生产线和超精密腐蚀生产线(最小公差为0.005毫米,宽度为0.03毫米,最细的线条和最小开度为0.03 mm),并且已经发展成为一个大型企业。 。目前,我公司生产和销售蚀刻的晶片产品,一流的产品质量,诚信,周到的售后服务,这使得深深信赖和深受客户好评的公司。
(1)普通黄铜普通黄铜是铜和锌的二元合金。由于其良好的可塑性,这是非常适合于板,棒,线,管和深冲部件如冷凝器管,散热器管及机械和电气部件的制造。黄铜62的Δnd59?铜的平均含量也可以投,这被称为铸造黄铜。
H3PO4危害工人及治疗:H3PO4蒸气可引起鼻腔粘膜萎缩,对皮肤有强烈的腐蚀作用,可引起皮肤炎症和肌肉损伤,甚至引起全身中毒。在空气中H 3 PO 4的最大容许量为1毫克/立方米。如果你不小心碰触你的皮肤和工作,应立即用大量的水冲洗,并用磷酸冲洗。你一般可以申请于患处红色水银或龙胆紫溶液。在严重的情况下,你应该把它到医院治疗。蚀刻厚度范围:通常,金属蚀刻工艺的范围是0.02-1.5mm之间。当材料的厚度大于1.5时,蚀刻处理需要很长的时间和成本是非常高的。不建议使用蚀刻工艺。冲压,线切割或激光是可选的。但是,如果有一个半小时的要求,你需要使用蚀刻工艺!蚀刻工艺具有较高的生产率,比冲压效率更高,开发周期短,和快速调节速度。最大的特点是:它可以是半的时刻,它可以对相同的材料有不同的影响。他们大多使用LOGO和各种精美图案。这是什么样的影响无法通过冲压工艺来实现!
蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻导致不均匀的焊接或模制材料被修复。如有必要,从涂覆的图案除去的蚀刻表面,只留下未处理的表面作为掩模,然后执行光刻或酸洗操作,或执行喷砂使被腐蚀的表面均匀且有光泽。
2.电化学etching-这是使用工件作为阳极,使用电解质来激发,并在阳极溶解,实现刻蚀的目的的方法。它的优点是环保,环境污染少,并没有伤害到工人的健康。的缺点是,蚀刻深度是小的。当在大面积上进行蚀刻,电流分布是不均匀的,并且深度是不容易控制。