欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


厚街Logo蚀刻加工厂
权威性和执行应该被放在首位,但考虑到流程的权威性和执行必须高于9点建立的基础上建立。已经建立并证明在生产实践中是可行的流程是权威,在生产过程中执行。运营商或网站管理者不能随意改变。这也包括一些经营者或网站管理员从其它类似的工厂或从一些材料见过的其他方法取得的经验。如果有更好的方法,该方法只能是在生产中确定后改变,改变的确认过程,也是权威和强制执行。

此外,铜具有良好的焊接性,并且可以制成各种半成品和成品通过冷和热塑性加工。在20世纪70年代,紫铜产量超过其它类型的铜合金的总输出。在紫铜微量杂质对铜的导电和导热性造成严重影响。其中,钛,磷,铁,硅等显著降低导电性,而镉,锌等的影响不大。氧,硫,硒,碲等具有在铜非常低的固溶度,并且可以形成与铜,这对导电性的影响较小脆性的化合物,但可以减少治疗的可塑性。

当在电解质溶液中时,形成在电解质溶液中的金属和金属或金属和非金属之间的间隙。金属部件的宽度足以浸没介质,并把介质在停滞状态。在间隙加速腐蚀的现象被称为缝隙腐蚀。
晶片被用作氢氟酸和HNO 3,和晶片被用作氢氟酸和NH4F氧化硅硅:蚀刻剂的选择是根据不同的加工材料确定,例如。当集成电路被化学蚀刻,被蚀刻的切口的几何形状是从几何切穿在航空航天工业的化学蚀刻没有什么不同。然而,它们之间的蚀刻深度差异是几个数量级,且前者小于1微米。然后,它可以达到几毫米,甚至更深。
蚀刻厚度范围:一般情况下,金属蚀刻工艺的范围是0.02-1.5mm之间,当材料的厚度大于1.5时,蚀刻处理需要很长的时间和成本是非常高的。不建议使用蚀刻工艺。冲压,线切割或激光是可选的。但是,如果有一个半小时的要求,你需要使用蚀刻工艺!
(2)删除多余的大小。如不锈钢弹簧钢丝,导线必须是φ0.80.84,实际线径为0.9如何使成品φ0.80.84统一,如何有效地去除热处理过程中在此过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,其直径和比例,以钢丝的比例均匀地除去从0.06至0.1毫米的圆周上。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
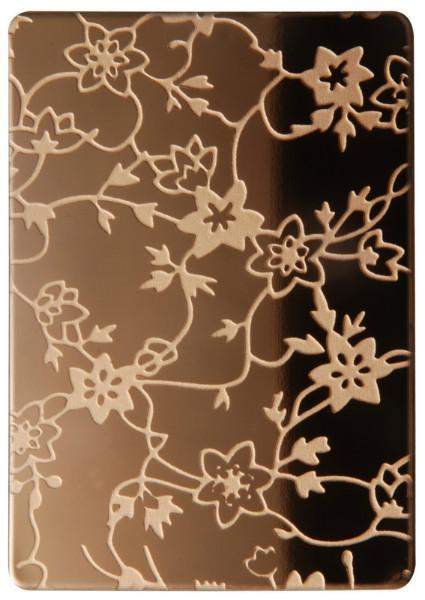
蚀刻厚度范围:一般情况下,金属蚀刻工艺的范围是0.02-1.5mm之间,当材料的厚度大于1.5时,蚀刻处理需要很长的时间和成本是非常高的。不建议使用蚀刻工艺。冲压,线切割或激光是可选的。但是,如果有一个半小时的要求,你需要使用蚀刻工艺!蚀刻工艺具有较高的生产率,比冲压效率更高,开发周期短,和快速调节速度。最大的特点是:它可以是半的时刻,它可以使在相同的材料有不同的影响。他们大多使用LOGO和各种精美的图案,这是什么效果冲压工艺无法实现的!