欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


顺德Logo蚀刻加工厂
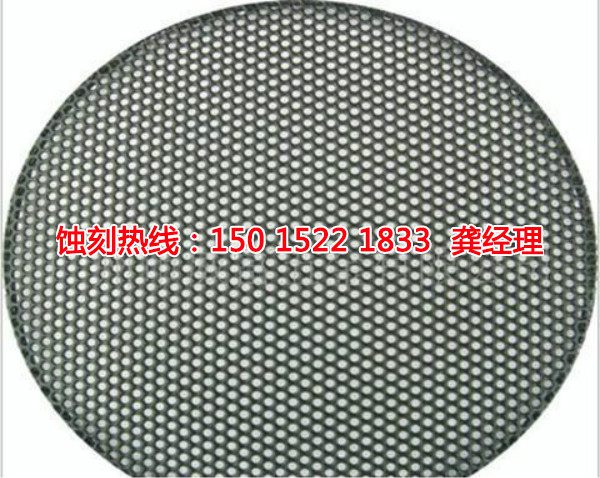
什么是蚀刻最小光圈?该蚀刻工艺不能处理所有的附图中,且具有一定的局限性。几个基本原则应注重设计的图形:蚀刻孔= 1.5 *所述材料的厚度是,例如,0.2毫米厚。开口直径= 0.2×1.5 =0.3毫米如果需要最小的孔,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续的咨询工程师谁是设计产品,并分别讨论了特殊情况下的基本原则。
金属蚀刻工艺覆盖,以保护通过丝网印刷或丝网印刷在基片上的第一部分,然后化学或电化学方法用于蚀刻不需要的部分,最后保护膜被去除,得到产物的方法的治疗。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。的蚀刻方法,过程和制备中所使用的蚀刻溶液的有很大不同,以及所使用的光致抗蚀剂材料也不同。

材料:对于不锈钢小孔溶液中,蚀刻工艺目前仅对于一些金属材料。如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,激光切割工艺的材料和现象很容易变化,即,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不是一个完美的0.1毫米孔的解决方案。如果要求不是很高的话,你可以试试。
工艺设计:虽然大多数私人公司现在使用的模型和产品加工算术指令,他们不注重产品的加工工艺,也许是从成本考虑,也不可能花钱雇一个工艺工程师,以帮助该公司老板完成其在产品,由于工艺工程师的工作性质的实际生产过程中,是不是去生产线必须从事实际操作过程。

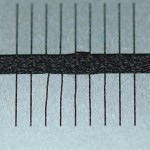
必须注意的另一个问题是,化学蚀刻不用于添加X窄且深的沟槽,因为气泡在化学蚀刻反应生成将聚集的腐蚀保护层的边缘下,并且这些被阻挡下气泡蚀刻层真正发挥金属表面从腐蚀剂分离的作用。其结果是,非常不规则的腐蚀形成,并且形成极不均匀的边缘。这是深加工一件非常麻烦的过程。虽然一些好的耐腐蚀的材料比较软,很容易排出气泡。处理到一定深度之后,机械搅拌的,即使该方法是不够的,以防止腐蚀气泡在所述层的边缘被完全放电。用于这种处理的最有效的方法是使用耗时的手动方法来平滑枇杷形边缘的防腐蚀层。另一个可能的原因是腐蚀性流体的表面张力的效果。这种情况也导致腐蚀失效的狭窄或小半径的表面。对于深沟槽加工,宽度应不小于4mm。为槽或圆孔具有小的深度,宽度或半径不小于5倍的深度。
什么是蚀刻最小光圈?该蚀刻工艺不能处理所有的附图中,且具有一定的局限性。蚀刻孔= 1.5 *该材料的厚度为例如0.2mm:若干基本原则应设计当图形卡注意。开口直径= 0.2×1.5 =0.3毫米如果需要最小的孔,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续的咨询工程师谁是设计产品,并分别讨论了特殊情况下的基本原则。
这可以通过溶解的铜,pH来控制值,溶液浓度,温度和流动溶液的均匀性(喷雾系统喷嘴或喷嘴和摆动)得以实现。提高整个板表面的蚀刻处理速度的均匀性:在板和衬底表面的上侧和下侧的部分的蚀刻均匀性通过在基板的表面上的流量的均匀性来确定。在蚀刻工艺期间,上板和下板的蚀刻速度通常是不一致的。
5.蚀刻,清洗和蚀刻是在整个生产过程中的关键过程。的主要目的是腐蚀产品的暴露的不锈钢零件。我们的化学溶液的化学作用后,产品开发所希望的图形。蚀刻工作完成后,将产物进行洗涤,多余的油漆被洗掉,然后产物通过清洁装置进行处理诸如慢拉丝机。